- 品牌
- 诚宇磁业
- 型号
- 齐全
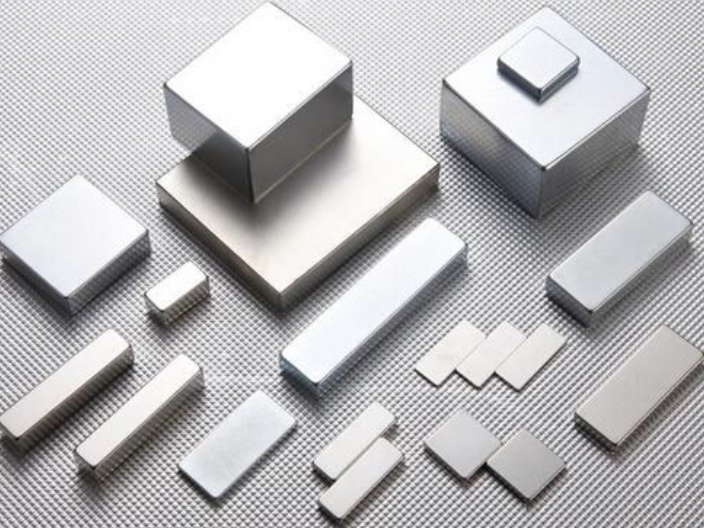
方块钕铁硼永磁合金常用的打磨加工方法有:平磨、两端面磨、内圆磨、外圆磨等。圆柱型磁铁经常采用的是无芯磨、和双端平磨。瓦型磁铁、扇形、异性磁铁则采用多工位磨床。看一个磁铁产品是否合格,不仅*需要性能的达标,磁铁尺寸公差值得控制也直接影响它的产品性能以及应用。而磁铁尺寸公差值的准确保障也直接取决于工厂的产品加工实力。加工设备随着经济和社会市场需要在不断更新,更高效的设备以及产业加工的自动化趋势,不仅*满足了客户对磁铁精度日益增长的需要也同时节约了人力和成本。磁铁机械加工划分:(1)打孔加工:将圆棒、方棒状磁铁打孔加工成圆筒状或方筒状磁铁;(2)切割加工:将圆柱、方柱状磁铁经切片机切割加工成圆片状或方片状;(3)外形加工:将圆形、方形状磁铁加工成瓦型、扇形、凹槽形或异形等其他复杂形状的磁铁;异形状切片加工方式有:磨削切片加工、激光切片加工、电火花切片加工;在实际应用上钕铁硼永磁体的形状与性能是多种多样的例如:圆片、圆柱、圆环、圆筒(有内孔);方片、方块;扇形、瓦型、梯形、凹槽形、多角多边形以及不规则形状异形等。每一块不同形状的永磁体尺寸、性能、公差值、已经充磁方式都不一样。钕磁铁的化学成分为Nd2Fe14B。松江区钕铁硼生产厂家

重稀土粉末尺寸大于该数值重稀土粉料与磁体之间的粘附力不足。推荐的,所述步骤a中,清洗方式为:钕铁硼磁体先用碱清洗除油,然后利用硝酸进行酸洗,采用硝酸清洗成本低。与现有技术相比,本发明的优点是:通过改变磁体表面状态和重稀土颗粒的粒径,来改变两者的粘附力,减少了有机粘接剂的使用,缩短了晶界扩散加热的时间,排除了碳残留对磁体性能的影响,从而有效提高浸润法和喷涂法晶界扩散使磁体矫顽力的增值。具体实施方式下面详细描述本发明的实施例,旨在用于解释本发明,而不能理解为对本发明的限制。一种提升钕铁硼磁体矫顽力的方法,包括以下步骤,a、将烧结的钕铁硼磁体切割成需要的形状后,先用碱清洗除油,利用弱碱去除线切割过程中粘附于磁体表面的油污后,然后进行激光清洗磁体表面,去除磁体的表面的锈层;b、将干燥的重稀土粉和酒精混合,按质量比,重稀土粉:酒精为1:1-1:2;c、将步骤b混合后的粉料进行球磨,球磨到重稀土的粉末粒径在300nm之间;d、在湿度小于40%rh的环境中,将步骤c得到的粉料经过浸渍或者喷涂方式均匀的涂在步骤a的磁体表面;e、将步骤d得到的涂粉磁体放入真空烧结炉内,待真空度达到10-3mpa时,开始加热,进行时效处理。泰安电机钕铁硼强磁钕铁硼永磁材料(也称为NdFeB,强力磁铁)是当今商业磁性材料市场**强永磁体,其比较大能量积为26MGOe至52MGOe。

以日本为主的生产商长期统治了世界钕铁硼的产量。近几年随着日本和美国的创意保护到期,我国钕铁硼的产销量开始迅速提升,成为全球钕铁硼生产的主要地区之一。此外,世界钕铁硼生产企业逐渐开始向中国布局。目前美国国内已无大型钕铁硼生产企业,其产能全部转移至中国。欧洲两家主要的烧结钕铁硼生产企业芬兰Neorem公司和德国VAC公司在2007年完成合并,并开始在中国布局产能。同时,日本作为曾经世界较早的钕铁硼生产国,产能也在向中国转移。目前我国钕铁硼产量已经占到世界钕铁硼永磁材料产量的90%以上,其中高性能钕铁硼永磁材料占世界的比重不断攀升,目前已接近60%。随着国外对钕铁硼生产监管的加强和成本的提升,未来我国钕铁硼产能占比有望进一步提升,可以说中国钕铁硼产量决定了全球供给趋势。产能扩张迅速低端钕铁硼产能过剩近几年我国钕铁硼产能扩张迅速,毛坯产能从2000年的万吨扩大至2014年超过40万吨,同时产能利用率很低,2013及2014年产能利用率不到30%。目前我国钕铁硼过剩产能集中于低端产品,低端钕铁硼产量占总产量比重接近80%。同时由于低端钕铁硼生产进入门槛较低,造成行业产能较为分散,产能不足3000吨的中小型钕铁硼生产企业成为供应主力。
预烘温度为120℃,预烘时间为20分钟;②-5将预热室和磁控溅射室之间的封闭门打开,自动传送设备将预热后的钕铁硼磁体送入磁控溅射室中,然后将磁控溅射室和预热室之间的封闭门再次封闭,在磁控溅射室中采用磁控溅射设备对钕铁硼磁体进行磁控溅射处理,其中,磁控溅射处理靶材采用镍,靶功率为400w,气压为,在钕铁硼磁体表面形成的溅射膜层的厚度为3-8μm,处理时间为20分钟;②-6将磁控溅射室和冷却室之间的封闭门打开,自动传送设备将磁控溅射处理后的钕铁硼磁体送入冷却室中,磁控溅射室和冷却室之间的封闭门封闭,在冷却室中采用冷却设备将钕铁硼磁体冷却至80℃以下;②-7将冷却室和出料室之间的封闭门打开,自动传送设备将冷却后的钕铁硼磁体送入出料室中,将冷却室和出料室之间的封闭门封闭,从出料室内取出网板;②-8将网板上的钕铁硼磁体翻面后间隔摆放至网板上,每相邻两块钕铁硼磁体之间的间隔距离大于钕铁硼磁体的厚度;②-9按照步骤②-3~②-7的方法对钕铁硼磁体进行再次处理,得到连续磁控溅射镀镍处理后的钕铁硼磁体。本实施例中。成分设计的基本原则是保证有足够高的内禀性能,同时综合考虑材料成本。

什么是铁氧体?什么是钕铁硼在没进入东莞卡瑞奇磁铁公司之前一无所知,根本不知道磁铁还有这2种?那么铁氧体与钕铁硼具体区别在哪?那种比较好?各自的优缺点是什么?在通过一段时间的了解学习觉得有必要总结一番。外观上铁氧体:铁氧体质松且没有金属光泽,一般不电镀,通常为黑色。钕铁硼:钕铁硼基本都要进行电镀,否则很容易生锈。表面有银白色金属光泽。磁力上铁氧体:据查资料得知,铁氧体磁力通常为800-1000高斯,密度为5(g/cm3)钕铁硼;在裸磁的状态下,钕铁硼磁力可达到3500高斯左右。密度为(g/cm3)性能上铁氧体:铁氧体耐温及稳定性都很好、相比之下钕铁硼普通的耐温只有80度。且价格也便宜。钕铁硼;钕铁硼具有体积小、重量轻和磁性强等特点,磁性跟铁氧体完全不是一个级别的。价格上铁氧体:铁氧体通常便宜,很多都是按件计算的,价格跟铁氧体的外形、尺寸、加工难度等都有影响。钕铁硼:现在钕铁硼价格几乎经常变化,具体跟你需要使用的牌号及特殊要求而定。优缺点铁氧体优点:铁氧体的优点是磁导率很高、价格便宜、高耐温性、适合于低频的场合!铁氧体缺点:磁力不好。钕铁硼优点:磁力强,性价比高,用途广、具良好的机械特性。钕铁硼缺点:温度特性差,易碎。粉末冶金工艺用于生产烧结钕铁硼磁体。聊城钕铁硼哪家好
钢或其他材料可以成为钕铁硼永磁体,因为它们中的不均匀性处于比较好状态经过适当的处理和加工后矫顽力比较大。松江区钕铁硼生产厂家
但是这种方法提高的矫顽力幅度有限。三、细化气流磨粉的粒径。但是当粉末粒径小到一定值时,颗粒容易氧化,影响剩磁。四、利用晶界扩散重稀土的方法。利用重稀土晶界扩散的方法可以有效的增加磁体的形核场,进而增加磁体的矫顽力。其工艺的优点是:重稀土利用量少,剩磁没有明显降低。目前为止,晶界扩散的主要技术包括电泳沉积、射频溅射、离子镀、喷涂和浸渍重稀土等方法,射频溅射和离子镀的方法设备成本高、靶材的利用率低。电泳沉积是利用电场的作用力将重稀土粒子沉积到磁体的表面。喷涂法和浸渍法是将混有粘接剂的重稀土粒子涂覆在磁体表面。但是为了促使粘接剂的挥发减小粘接剂对磁性能的影响会使热处理的时间加长。还有**报道在半致密烧结钕铁硼磁体的表面涂覆dy2o3、tb2o3、dyf3、dyh3等颗粒以增加附着力,这种方式的缺点是磁体的致密化程度难把握。还有**利用静电吸附喷枪来提高粉末与磁体的吸附问题。其磁体和粉末之间合适的电压和电流很难把握,所以据目前为止没有工业化。技术实现要素:本发明的目的在于提供一种提升钕铁硼磁体矫顽力的方法,能够有效解决现有工艺生产钕铁硼磁体矫顽力低的问题。为了解决上述技术问题。松江区钕铁硼生产厂家
东阳市诚宇磁业有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在浙江省等地区的化工行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**东阳市诚宇磁业供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!

硝酸酸洗液由硝酸和水均匀混合形成,硝酸酸洗液中硝酸的质量百分比为7%;①-4对酸洗后的钕铁硼磁体依次进行两次水洗;①-5将钕铁硼磁体放入超声波除油液中采用超声波设备进行超声波除油处理,超声波除油液由焦磷酸钾、碳酸钠、op乳化剂和水均匀混合形成,超声波除油液中,焦磷酸钾的浓度为60g/l,碳酸钠的浓度为15g/l,op乳化剂的浓度为;①-6对钕铁硼磁体依次进行两次水洗;①-7对钕铁硼磁体进行超声波水洗;①-8采用酒精对钕铁硼磁体进行清洗,然后吹干,预处理完成。对采用本发明的方法处理的钕铁硼磁体的耐腐蚀性进行测试,其耐腐蚀性试验经受时间为120-160h,相对于现有的常规钕铁硼磁体镀镍方法提高了,...
- 许昌烧结钕铁硼多少钱 2026-02-05
- 湖州钕铁硼钕铁硼生产厂家 2026-02-05
- 咸宁瓦型钕铁硼价格 2026-02-05
- 广西钕铁硼公司 2026-02-05
- 金华钕铁硼公司 2026-02-05
- 十堰强力钕铁硼多少钱 2026-02-05
- 马鞍山钕铁硼厂家 2026-02-05
- 巫溪钕铁硼定制 2026-02-05
- 荆州电机钕铁硼公司 2026-02-05
- 郑州高温钕铁硼厂家 2026-02-05