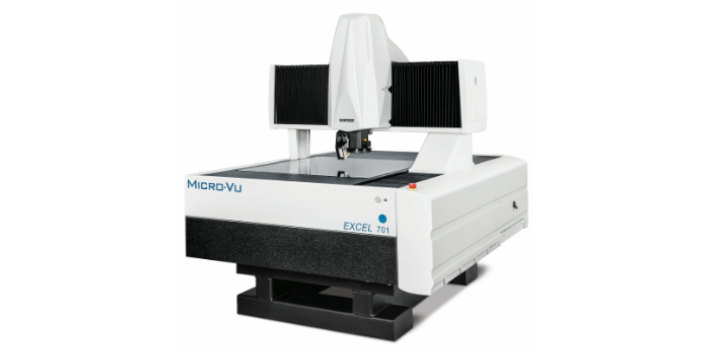
- 品牌
- MICROVU
- 型号
- EXCEL,VERTEX
- 操作方式
- 程序控制,遥杆控制,鼠标自动控制
- 测量行程
- 315*315*160
二次元影像测量仪的特征。真直度。影像测量仪的真直度是指被影像测量仪测定各点与基准直线间距离之大差的位移偏差量。影像测量仪的真直度数值越大越表示直线的变形越大,相反影像测量仪的真直度数值越小表示直线的变形越小越接近真直线。真圆度。影像仪的真圆度是指圆柱体、圆锥体或球体呈真圆程度的一种公差表示法,任一与轴线正交之剖面,影像仪真圆度的周界均位于两同心圆之间,此两同心圆的径向距离,即为真圆度公差。其数值越大越表示影像仪圆的变形越大,数值越小表示影像仪圆的变形越小越接近真圆。影像测量仪测量两点之间的距离也只需要几秒钟。昆山影像测量仪售后

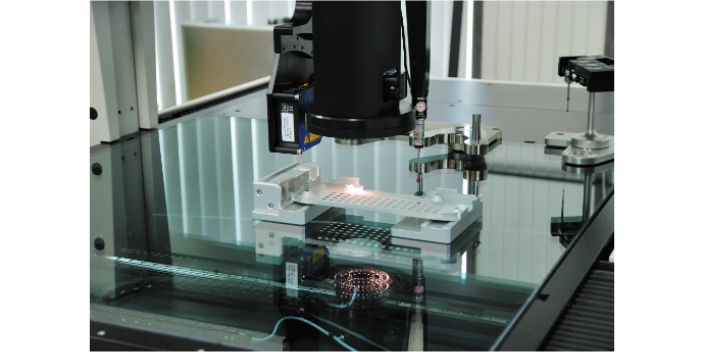
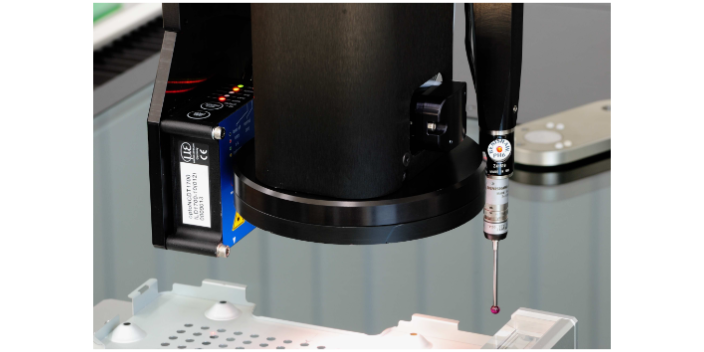
不同类型二次元影像测量仪的应用。二次元影像测量仪的诞生是在传统数显测量投影仪基础上一次质的飞跃,是测量投影仪的升级换代版。目前市面上的二次元影像测量仪多种多样,让人眼花缭乱,但根据测量方式的划分,只有两种类型:接触式影像测量仪和非接触式影像测量仪。区分接触式影像测量仪和非接触式影像测量仪,就是从二次元影像测量仪的测头方面来区分的。二次元影像测量仪在测量的过程中,测头与被测工件的关系是区分二者的主要依据。接触式影像测量仪与非接触式影像测量仪由于工作原理不同,它们的应用也有所差别。山东影像测量仪售后影像测量仪测量时先对焦取点计算处理。
在现代工业中的二次元影像测量仪。随着科技发展,对各种工件和零件的测量精度越来越高,对测量仪器的要求也是越来越苛刻,二次元影像测量仪(又名影像式测绘仪)是对传统的测量技术的飞跃性发展,是将传统的光学投影和计算机完美结合的产物。二次元影像测量仪是建立在CCD数位影像的基础上,依托于计算机屏幕测量技术和空间几何运算的强大软件能力而产生的。使用本身的硬件(CCD,目镜,物镜数据线,视频采集卡)将所能捕捉到的图像通过数据线传输到电脑的数据采集卡中,之后由软件在电脑显示器上成像,由操作员用鼠标在电脑上进行快速的测量。
影像测量仪镜面擦拭的步骤。对影像测量仪镜面的擦拭,是二次元影像仪测量工件前的必要步骤,因为这样可以更加清晰的获得二次元被测工件的详细数据信息,为以后提供准确的数据依据。对二次元影像测量仪镜面的擦拭,我们可以根据以下步骤来完成:1、先用二次元影像测量仪的拭镜纸轻轻抹拭镜面表层,勿用力以免伤及镜面。2、再用棉花棒沾工业用酒精,轻轻抹拭二次元影像仪的镜面表层,并需等酒精挥发后,再装回去。3、影像测量仪的镜面抹拭可区分成校正玻璃片及镜头内透镜组,因为灰尘粒子会造成成像的黑点,镜面抹拭至为重要,装置后需重新借着影像观察抹拭结果。影像测量仪也可以视为实时检测设备。
全自动影像测量仪操作方便。全自动影像测量仪具有高度智能化和自动化的特点,其精度能在高速下达到微米级,这取决于其机器精度和软件、软件、机器的数控精度的紧密结合,当软件给出指令时,机器才能准确到达。全自动影像测量仪可以单独轻松地学习操作人员的所有实际操作过程,并结合其自动对焦、区域选框、目标扫描、边缘提取、去除杂点的模糊操作,实现人工智能。全自动影像测量仪可以自动校正工件和行走位置差异引起的偏移,实现精确的选点。但是用手动图像测量仪对同一工件进行批量检测时,需要手动逐个定位。有时要摇几万圈,却只能完成几十个复杂工件的有限测量,效率低下。影像测量仪还可以设置各种尺寸样品的公差。山东影像测量仪售后
影像测量仪具有强大的软件功能,可对图像进行编辑、保存和处理。昆山影像测量仪售后
影像测量仪的误差来源。影像测量仪的测量是单轴、二维平面的测量、三维空间坐标的测量。测量时先对焦取点计算处理。对焦对准依靠光学系统,读数来自于标尺即光栅系统,还有一个直接影响测量效果和精度的照明光源,因为如果被测件不能被有效正确的照明的影像方法的测量的仪器,则测量的结果显然要偏离其真实尺寸。除前述因素外,制约测量精度不可忽视的因素也包括环境条件。于上述分析,可以归纳出以下几个方面的误差来源:1)光栅计数尺的误差;2)直线度、角摆在工作台移动时带来的误差;3)工作台两测量轴垂直度带来的误差;4)工作台面与显微镜光轴不垂直带来的误差;5)偏离校准要求的参考温度的测量室温度带来的误差;6)光源照明条件的变化带来的对准和对焦误差。昆山影像测量仪售后
- 重庆进口二次元影像测量仪培训 2026-02-14
- 福州二次元影像测量仪作业流程 2026-02-07
- 泰州三次元影像测量仪注意事项 2026-02-07
- 江苏进口二次元影像测量仪供应商 2026-02-06
- 深圳进口影像测量仪厂家 2026-01-31
- 苏州非接触式影像测量仪说明书 2026-01-30
- 重庆进口影像测量仪售后 2026-01-24
- 辽宁进口三次元影像测量仪技术支持 2026-01-20
- 苏州二次元影像测量仪售卖 2026-01-13
- 佛山影像测量仪供应商 2026-01-13
- 广东MICROVU影像测量仪价格 2026-01-13
- 汕头进口影像测量仪注意事项 2026-01-12