
- 品牌
- 诺荣
- 型号
- 齐全
嵌入式机器视觉检测设备具有易使用、易维护、易安装等特点,能够快速搭建起可靠而有效的机器视觉系统,从而极大的加快应用系统的开发速度。PC式视觉系统是依托于计算机的视觉系统,主要由图像采集系统、数据处理系统等组成,包含工业相机、工业镜头、图像处理软件以及其他配件产品。PC式机器视觉应用系统相比于嵌入式的检测系统具有尺寸较大、结构复杂,开发周期较长的劣势,但其优势也是非常明显。目前嵌入式可达到的理想精度及速度远不及PC式机器视觉系统,较为复杂的系统功能略显不足。机器视觉技术主要采用适合被测物体的多角度光源(可见光、红外光、X射线等)及传感器。上海光刻机器视觉检测设备行情
机器视觉检测设备
随着机器视觉在国内的发展,很多传统大企业也想过来分一杯羹,于是成立一个部门专门研究机器视觉产品,大多数企业喜欢急功近利,视觉产品还不稳定就开始组建庞大的销售团队。做过视觉检测系统开发的人都知道,好用的视觉检测产品不是一朝一夕能做好的,做老板或者HR的人也都知道招聘一个靠谱的、有能力工程师是非常困难的事情。相反很多小公司的创业者自己就是机器视觉检测领域的工程师,积累多年才出来创业的。选择合适自己的视觉检测产品才是对的,有很多中间商赚取差价,实际可能都是一样的,只是包装不一样而已,价格自然也不一样了。上海光刻机器视觉检测设备行情机器视觉技术具有速度高、效率高、可靠性好等优势。
照明是影响机器视觉设备输入的重要因素,它直接影响输入数据的质量和应用效果。由于没有通用的机器视觉照明设备,所以需要针对每个特定的应用实例来挑选光源种类,还要根据实际的自然环境斟酌光源的安装和照射方案,以达到效果。图像采集卡只是完整的机器视觉设备的一个部件,但是它扮演着一个非常重要的角色。图像采集卡直接决定了摄像头的接口:黑白、彩色、模拟、数字等。机器视觉检测设备中工业相机种类的不同,在选择图像采集卡时也应有所不同。在选择时更要关注卡的稳定性、价格、功能和产品成本等因素。
制造强国大背景下,智能制造的快速发展推动机器视觉检测设备需求稳步提升。《中国制造》明确指出:加快推动新一代信息技术与制造技术融合发展把智能制造作为两化深度融合的主攻方向。根据顾问数据,2018年我国智能制造装备市场规模超1.5万亿元,预计2020年将达到2万亿元。但我国工业自动化仍有较大提升空间,据数据,当前制造业90%的企业配有自动化生产线,但有40%实现数字化管理,5%打通工厂数据,1%使用智能化技术,且智能制造设备中的关键基础零部件,依然是我国制造业的“软肋”。现代机器视觉检测系统的灵活性,无需复杂的编程,操作简单,易于设置。

嵌入式机器视觉检测设备实现方式主要有三种:1、基于标准总线,采用DSP作为运算和控制处理器的系统。DSP芯片虽然能够处理大量信息和高速运行,但其I/O接口单一,不易扩展,控制能力较弱,尚存在一定局限性。2、基于DSP+FPGA 的机器视觉检测设备。FPGA 与DSP的结合,可实现宽带信号处理,提高信号处理速度,但FPGA 使用的是硬件描述语言,其算法开发具有很大的难度,功能实现由硬件控制,系统受环境影响较大。3、采用ARM微处理器或采用ARM+DSP构建方式的机器视觉系统,这种构建方式人机交互功能强大,集成度高、实时性好、支持多任务,但该系统中ARM 与DSP的数据交换方法仍采用外部电路连接,增加了系统的不稳定性。机器视觉检测设备能够快速搭建起可靠而有效系统,从而极大的加快应用系统的开发速度。上海光刻机器视觉检测设备行情
机器视觉检测设备使用的是一种非接触式的光学传感系统。上海光刻机器视觉检测设备行情
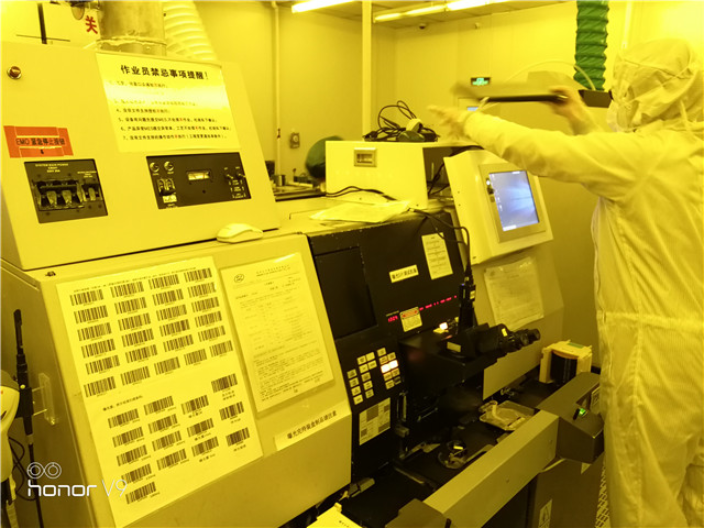
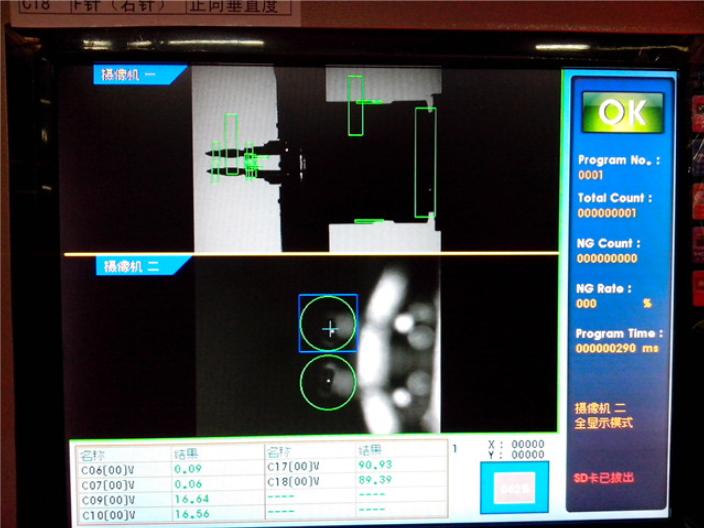
视觉检测设备是近年来发展起来的一项新技术。顾名思义,就是利用机器视觉(机器之“眼”)替代人体肉眼对产品进行质量检测的设备,其主要包含五大组件:工业镜头、工业相机、照明系统、图像采集卡和软件处理系统。机器视觉检测设备通过机器视觉产品(即图像摄取装置,分 CMOS 和CCD 两种)将被摄取目标转换成图像信号,传送给图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。上海光刻机器视觉检测设备行情
杭州诺荣测控技术有限公司致力于机械及行业设备,是一家生产型的公司。公司业务分为气密性检漏仪器和设备,综合性能测试设备,机器视觉检测设备,自动化组装测试设备等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司从事机械及行业设备多年,有着创新的设计、强大的技术,还有一批专业化的队伍,确保为客户提供良好的产品及服务。杭州诺荣测控凭借创新的产品、专业的服务、众多的成功案例积累起来的声誉和口碑,让企业发展再上新高。
自动化装配线上的视觉引导:**与效率的双重提升在自动化装配线上,视觉检测设备的引入极大地提升了装配的**度和效率。这些设备通过捕捉工件的高清图像,利用图像识别技术,能够实时确定工件的位置、方向以及尺寸信息,为自动化机械提供精确无误的引导。在汽车零部件的自动化装配过程中,视觉引导系统能够准确识别并定位发动机缸体、变速箱组件等复杂部件,确保装配过程中的精确对位和紧密配合,有效避免了装配误差导致的性能下降或安全隐患。此外,视觉引导系统还能够根据装配进度实时调整机械臂的动作,优化装配流程,提高整体生产线的灵活性和响应速度。这种智能化的引导方式,不仅***提升了装配效率,还降低了人工操作的依赖,为制造业...
- 上海视像机器视觉检测设备品牌 2026-04-28
- 辽宁铝材机器视觉检测设备企业 2026-04-28
- 压力表机器视觉检测设备生产厂家 2026-04-28
- 大连手机配件机器视觉检测设备厂家 2026-04-28
- 深圳晶圆机器视觉检测设备批发价 2026-04-28
- 浙江智能机器视觉检测设备行情 2026-04-28
- 形位公差机器视觉检测设备销售商 2026-04-28
- 深圳机器视觉检测设备现货 2026-04-28
- 山西形位公差机器视觉检测设备供应 2026-04-28
- 杭州工业机器视觉检测设备销售商 2026-04-27




- 山西表面缺陷机器视觉检测设备报价 2026-02-04
- 浙江视像机器视觉检测设备生产 2026-02-04
- 宁波塑胶机器视觉检测设备企业 2026-02-04
- 青岛五金机器视觉检测设备价格 2026-02-04
- 深圳塑胶机器视觉检测设备供应 2026-02-04
- 浙江工业机器视觉检测设备供应 2026-02-04




- 大连压力传感器测试台销售商 05-05
- 上海接近开关传感器测试台公司 05-05
- 上海水管氦检设备生产厂家 05-05
- 江苏曲轴传感器测试台企业 05-05
- 上海呼吸管氦检设备企业 05-05
- 广东温度传感器测试台批发价 05-05
- 浙江国内氦检设备生产厂家 05-05
- 上海缸体氦检设备直供 05-05
- 浙江多通道氦检设备生产 05-05
- 杭州速度传感器测试台厂家 05-05