- 品牌
- 闽兴,闽兴吸塑,闽兴吸塑包装,闽兴包装科技,闽兴包装材料科技
- 型号
- 定制
- 是否定制
- 是
- 配送方式
- 面议
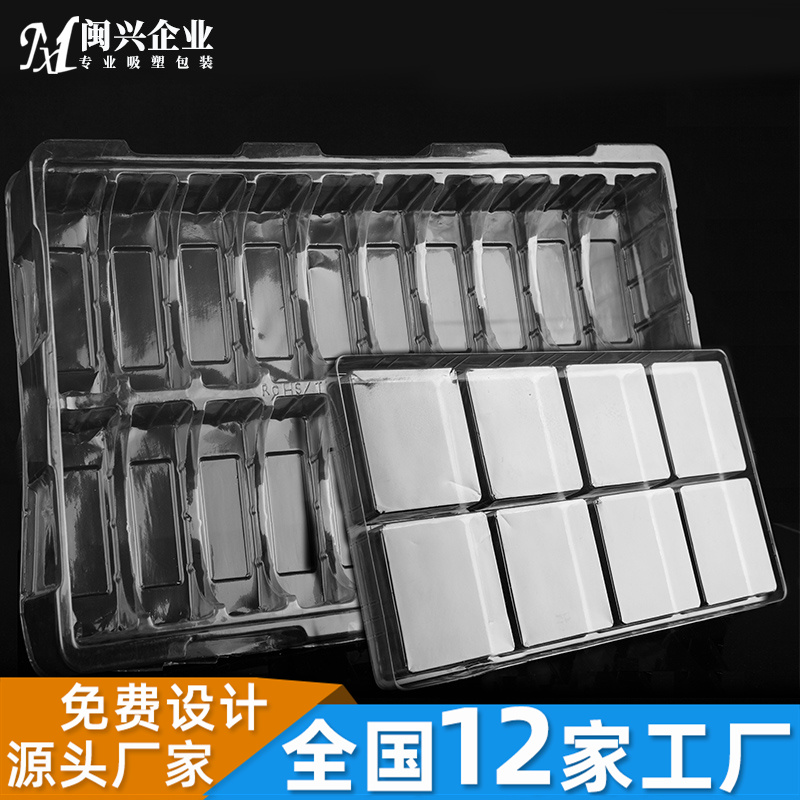
通过对不规则产品使用泡罩包裹,可使异型产品的外形相对整齐,外形美观、储运更加方便,装箱无需另加缓冲材料;3、吸塑包装能够保证吸塑泡罩内的产品不被外界粉尘污染,并对水汽有一定的阻隔作用,既保证了产品的质量不受影响,又符合环保绿色包装的要求;4、具有一定的防开启随时使用的作用,让消费者购买更放心。通过对不规则产品使用泡罩包裹,可使异型产品的外形相对整齐,外形美观、储运更加方便,装箱无需另加缓冲材料;3、吸塑包装能够保证吸塑泡罩内的产品不被外界粉尘污染,并对水汽有一定的阻隔作用,既保证了产品的质量不受影响,又符合环保绿色包装的要求;4、具有一定的防开启随时使用的作用,让消费者购买更放心。然后冷却分切出一大张托盒(同模具大小一样)。出口食品吸塑包装制造
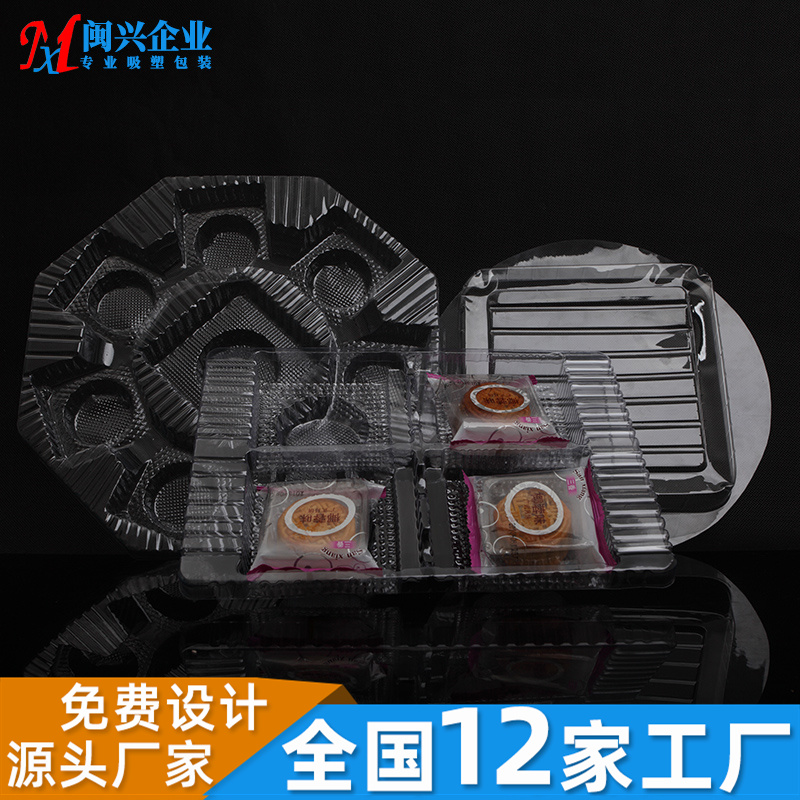
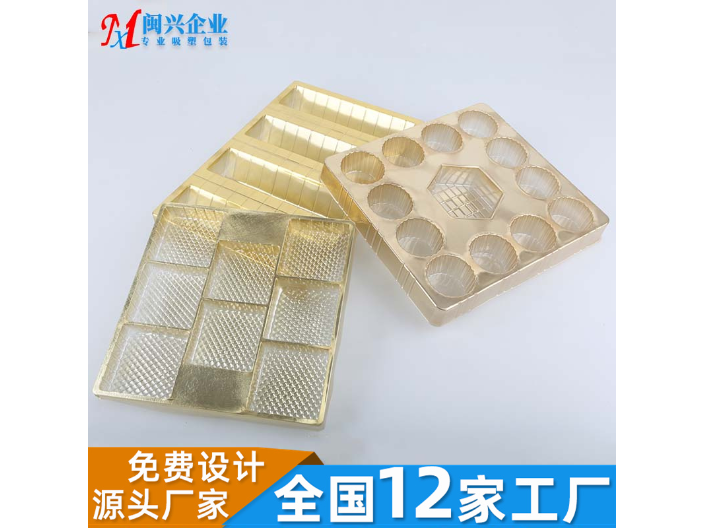
吸塑托盘在我们日常生活中很常见,大家知道吸塑托盘在哪些行业应用比较多吗?***小编就与大家分享,吸塑托盘应用都有哪些行业,你可以了解一下哦~吸塑托盘应用的行业一:医疗行业。吸塑托盘在医疗行业的使用非常***,首先是因为医院医疗设备和药品都是相对比较贵重的而且需要进行分开和隔离,又需要运输起来方便,而吸塑托盘就很好的解决了这个问题。吸塑托盘应用的行业一:食品行业。我们经常会在超市里面看到吸塑托盘的身影,比如鸡蛋包装,或是月饼、水果等包装,都用吸塑托盘来装。食品行业用来装食品不*美观,还可以直观的让人们看到食品的样子,更加吸引人。出口食品吸塑包装制造它一般采用吸塑成型的工艺进行生产。

除了上面介绍的三种材料之外,像:聚乙烯(PE)、是一种经常被用来加工生产保鲜膜,塑料袋的原材料,PE因价格低廉而,比较容易成型,也是一种常用生产塑料水桶的材料。PE不耐热,但可耐受零下20度的低温。聚苯乙烯(PS)、之前的CD盒就是用PS生产加工出来的,也是塑料模型常用的材料。PS比较容易着色,但PS不耐热,易破裂,但却比较容易加工出来防静电的产品,是电子行业会经常用到的材料。像PS防静电吸塑托盘就是其中一种产品。。。
且外形美观,便于销售,并适合机械化、自动化包装,便于现代化管理、节省人力、提高效率。2,吸塑和胶盒的原材料耐化学性好,有良好的耐酸,耐碱,耐各类有机溶剂,可以长期放置而不发生氧化。吸塑工艺过程包括:印刷涂布吸塑油的工艺过程和吸塑热封工艺过程。目前有三种方式实现涂布过程:离线过油机满版过油、丝印局部过油、胶印连线过油。离线涂布和吸塑工艺一般要求产品印刷完后放置至少72小时,待大面积深色油墨区域完全干燥彻底后,方可过在表面过吸塑油,再放置至少24小时后方可进行吸塑过程。对折吸塑盒是双面折盒的包装产品,有两对折也有三对折的产品。

二、PS硬片密度低,韧性差,易燃烧,燃烧时会产生苯乙烯气体(属有害气体),所以一般用来生产各种工业用的吸塑托盘。PS片材是如今几年发展起来的新型环保包装材料,凭着其优良热成型性能,良好的环保性能及卫生性能,广泛应用于医药、食品、玩具、电子。三、PET硬片韧性好,是如今几年发展起来的新型材料。凭着其优良的韧性、**度、高透明性,以及可回收再生利用,易燃烧,燃烧时不产生有害气体,属于环保材料而逐渐取缔PVC,但价格高。适宜做好的吸塑制品,欧美国家的吸塑泡壳一般要求采用PET材料,但其热熔点较高,给高周波封装带来很大困难。四、PETG材料是为了解决PET材料热熔点较高这一问题,人们在PET表面复合上一层PVC膜,取名为PETG,但价格更高一些。主要用於电子、食品、玩具、彩盒窗口、领托、鞋类包装等。吸塑包装用的片材叫硬片或胶片 常用的有: PET(聚对苯二甲酸乙二酯)硬片。出口食品吸塑包装制造
吸塑成型后的月饼吸塑托盘;出口食品吸塑包装制造
目前的连线过油方式(一般采用水性吸塑油),可以缩短时间,但是吸塑效果不佳。过油过程主要控制的目标:过油量大小合适(一般约 3-5g/m2 ,视材料表面性能、吸塑油浓度不同而有所差别)、吸塑油充分渗透。涂布过程须控制好涂布量大小,确保膜层表面的流平 性、光泽度、渗透效果、干燥性等;吸塑过程主要控制好温度、压力、时间等条件,确保吸塑效果。①吸塑油涂布厚度要适当。通过调节计量辊与涂布辊之间的空隙或选择合适的网纹辊,确保涂布吸塑油时要有足够的量,不足时可多过一次吸塑油,需保证纸卡表面油层无明显起皱,否则容易出现吸塑不稳定情况;出口食品吸塑包装制造
成都闽兴包装材料有限公司专注技术创新和产品研发,发展规模团队不断壮大。一批专业的技术团队,是实现企业战略目标的基础,是企业持续发展的动力。成都闽兴包装材料有限公司主营业务涵盖吸塑包装,食品吸塑包装,电子吸塑包装托盘,五金工具吸塑包装,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。一直以来公司坚持以客户为中心、吸塑包装,食品吸塑包装,电子吸塑包装托盘,五金工具吸塑包装市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。

此偏差较小,一般小于0.5mm。3.同一模具因材料、吸塑温度不同造成的厚度偏差。此偏差较小,一般小于0.1mm。4.厚度的公差视具体情况而定,同一面积被拉得越大,此块厚度变得越薄。不同的操作人员,不同的温度也会使同一部位的厚度不同。以上原因中,手工起模是造成尺寸公差的主要原因,但因模具可以修改校正,故吸塑的偏差一般可控制在2mm以内。需要特别说明的是,材料厚度比成品厚度小两个号(0.05mm)。虽说存在当成品表面积比材料表面积大得多时,成品的厚度会比材料的厚度小得更多,成品表面积比材料表面积大得多,成品的厚度会比材料的厚度小得多这些现象,但总体上来说,一般差距为0.05mm。吸塑是很明确的“量...
- 定制食品吸塑包装规范 2024-12-01
- 玉溪如何食品吸塑包装 2024-12-01
- 四川食品吸塑包装报价 2024-11-29
- 设计食品吸塑包装制品价格 2024-11-25
- 出口食品吸塑包装制造 2024-11-25
- 曲靖质量食品吸塑包装 2024-11-24
- 贵阳食品吸塑包装价格大全 2024-11-24
- 自动食品吸塑包装放心 2024-11-19
- 普洱自动食品吸塑包装 2024-11-17
- 贵州食品吸塑包装规范 2024-11-17



- 定制食品吸塑包装商家 2024-11-10
- 贵阳食品吸塑包装大概价格 2024-11-08
- 四川食品吸塑包装订制价格 2024-11-07
- 什么是食品吸塑包装制造 2024-11-04
- 普洱食品吸塑包装价格大全 2024-11-03
- 普洱食品吸塑包装哪里好 2024-10-29



- 巴中电子吸塑订做价格 12-03
- 出口化妆品吸塑包装订制价格 12-03
- 眉山电子吸塑包装推荐 12-02
- 六盘水自动化食品吸塑包装 12-02
- 遂宁吸塑托盘大概价格 12-02
- 哪些饰品吸塑包装制造 12-02
- 巴中电子吸塑按需定制 12-02
- 出口防静电电子吸塑商家 12-02
- 崇州PVC吸塑托盘 12-02
- 贸易饰品吸塑包装供应 12-02