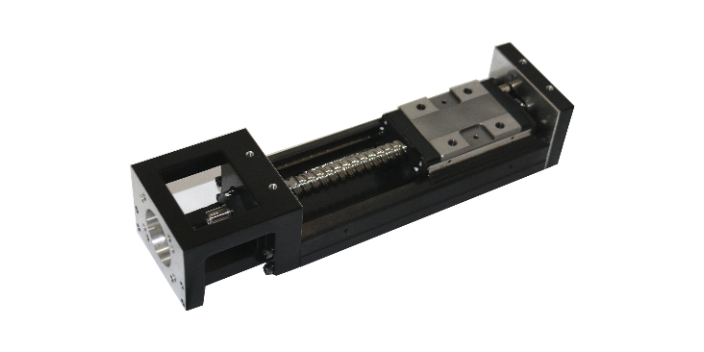
线性模组,相信大家并不陌生,早已耳闻,它的出色特征让我们在工作作业中提高生产力的同时也保证了产生质量。线性模组之所以这么精细,这么高效,得益于各个部件的合理组成,相互作用。而作为主要部件之一的滚珠丝杆,相信大家也有听闻。那么它的制造工艺流程是怎样的的,大家可能不太清楚了。因此,小编就为大家讲解一下滚珠丝杆副的制造工艺。①精密磨制滚珠丝杆副:任何一条精密磨制滚珠丝杆副均严格按照以下基本工艺路线加工检验:审图→根据客户图纸编制工艺文件→丝杆毛坯下料→热处理并检验校直→加工端面,钻中心孔→粗车→高温时效并检验→加工端面并修中心孔→半精车→铣→粗磨→猝火并检验→研中心孔→粗磨→探伤→时效处理并检验→研中心孔→半精磨→激吻时效处理并检验→铣键槽→磨端部螺纹→研中心孔→精磨并***检验→装配→跑合→检验→防锈包装→检验→入库发运。②轧制滚珠丝杆副:审图→根据需要截取轧制丝杆→校直→端部退火→滚道抛光→加工轴端尺寸→装配→检验→防锈包装→检验→入库发运。每一套线性模组成品都来之不易,每一件滚珠丝杆的制作组成体现工程师的专业与用心。我们是一家专业生产销售线性模组的厂家,我们有专业的工程师团队。皮带模组的应用领域。天津同步带模组

随着工业的发展,客户的需求质量不断提高,为满足更多企业的需求,单轴机械手直线模组组合成多轴机械手直线模组。我们常见常用的组合样式机型有悬挂式多轴直线模组、直立式多轴直线模组、横立式多轴直线模组,龙门式多轴直线模组等组合样式。在搭建多轴直线模组中,我们会常常遇到各种不同的问题,影响到使用,以及**终的效果。那么我们常遇的问题有哪些呢,下面小编就为大家讲讲。1、机械手直线模组安装台面平面精度不达标。2、机械手直线模组底面螺丝固定顺序不正确。3、机械手直线模组电机轴与丝杆轴端不同心。4、两侧安装地面不在同一个平面。5、皮带张紧力过松或过紧。6、同步轮没有对齐导致皮带被磨损和异常损坏。7、机械手直线模组光电开关感应片因变形碰撞到光电开关。8、机械手直线模组悬臂长度过长,速度过大,造成抖动。9、机械手直线模组末端负载过载,超出机械手允许范围。10、光电开关接线错误或电压波动造成过压烧坏。11、装配过程不可重击和敲打。当然在单轴、多轴直线模组搭建、安装中可能不仅出现上面其中一个问题,或者多个问题,又或者还有其他不常见的问题。只要我们知道搭建中出现了什么问题,才能找出方法进行解决。工业园区电动模组皮带滑台模组哪家的质量好?

直线电机模组***自动化机械行业、电子行业等等。同为模组,却分为不同的类型,皮带、丝杆、两种不同的的直线模组在很多方面差别也很大,各有各的优点,当然具体还是看各自需求而定。皮带直线模组皮带直线模组主要由皮带、直线导轨、铝合金型材、联轴器、马达、等零部件组成,有全封闭式和半封闭式,特点是速度快,行程长。丝杆直线模组丝杆直线模组主要有滚珠丝杆,直线导轨,铝合金型材,联轴器、马达,等零部件组成,有全封闭式和半封闭式,安装方便,易于保养。两种不同的直线模组,因为规格不同,所以速度的比较就失去了意义。很多因素会影响的,速度,行程,一般行程越长,比较大速度越小;模组的宽度;丝杆的加工工艺与精度等等,在为设备选用模组时,要着重考虑比较大速度,这关系到设备的生产效率。皮带模组行程较滚珠丝杆大,但皮带模组只能用在X轴使用,而丝杆模组可以用在Z轴使用。且载荷也不相同,在选购的时候就需要各位详细的询问专业人员了。皮带直线模组与丝杆直线模组比较大的区别就是精度不同,相对应的价格相差大。皮带模组适用于对于精度要求不太高的场合,对速度要求高一点的场合就比较适合了,当然这个也需要“因地制宜”了。
滚珠丝杠的速度为120m/min;加速度为。从速度和加速度的对比上直线电机具有相当大的优势,而且直线电机在成功解决发热问题后速度还会进一步提高,而“旋转伺服电机+滚珠丝杠”在速度上却受到了较多限制很难再有所提高。从动态响应来讲直线电机因运动惯量和间隙以及机构复杂性等问题而占有***优势。在速度控制方面,直线电机响应更快,调速范围更宽,达1:10000,可以在启动瞬间达到最高转速,而且在高速运行时能迅速停止。4、噪音的区别直线电机比直线模组噪音小,因为直线电机不存在离心力的约束,运动时无机械接触,也就无摩擦和噪声。传动零部件没有磨损,可**减小机械损耗,避免拖缆、钢索、齿轮与皮带轮等所造成的噪声,从而提高整体效率。5、价格的区别直线电机在各方面的性能都比直线模组要高,因此,在价格上,直线电机会比较贵,通常会贵好几倍。以上就是直线模组与直线电机的主要区别,当然除了这些区别外,驱动器配备的也是不一样的,直线模组用的是伺服电机或步进电机控制,而直线电机本身就是驱动设备。那么两者该如何选择呢?根据直线电与直线模组不同的特点,可以参考以下选择:1.一般受力不大,行程较长,精度要求又比较高的客户,可以选择用直线电机。线性模组,全密皮带模组。

直线电机模组自动化机械行业、电子行业等等。同为模组,却分为不同的类型,皮带、丝杆、两种不同的的直线模组在很多方面差别也很大,各有各的优点,当然具体还是看各自需求而定。皮带直线模组皮带直线模组主要由皮带、直线导轨、铝合金型材、联轴器、马达、等零部件组成,有全封闭式和半封闭式,特点是速度快,行程长。丝杆直线模组丝杆直线模组主要有滚珠丝杆,直线导轨,铝合金型材,联轴器、马达,等零部件组成,有全封闭式和半封闭式,安装方便,易于保养。两种不同的直线模组,因为规格不同,所以速度的比较就失去了意义。很多因素会影响的,速度,行程,一般行程越长,比较大速度越小;模组的宽度;丝杆的加工工艺与精度等等,在为设备选用模组时,要着重考虑比较大速度,这关系到设备的生产效率。皮带模组行程较滚珠丝杆大,但皮带模组只能用在X轴使用,而丝杆模组可以用在Z轴使用。且载荷也不相同,在选购的时候就需要各位详细的询问专业人员了。皮带直线模组与丝杆直线模组比较大的区别就是精度不同,相对应的价格相差大。皮带模组适用于对于精度要求不太高的场合,对速度要求高一点的场合就比较适合了,当然这个也需要“因地制宜”了。 皮带滑台模组在线咨询.松江区直线模组
TOYO模组国产替代有哪些品牌?天津同步带模组
线性模组,相信大家并不陌生,早已耳闻,它的出色特征让我们在工作作业中提高生产力的同时也保证了产生质量。线性模组之所以这么精细,这么高效,得益于各个部件的合理组成,相互作用。而作为主要部件之一的滚珠丝杆,相信大家也有听闻。那么它的制造工艺流程是怎样的的,大家可能不太清楚了。因此,小编就为大家讲解一下滚珠丝杆副的制造工艺。①精密磨制滚珠丝杆副:任何一条精密磨制滚珠丝杆副均严格按照以下基本工艺路线加工检验:审图→根据客户图纸编制工艺文件→丝杆毛坯下料→热处理并检验校直→加工端面,钻中心孔→粗车→高温时效并检验→加工端面并修中心孔→半精车→铣→粗磨→猝火并检验→研中心孔→粗磨→探伤→时效处理并检验→研中心孔→半精磨→激吻时效处理并检验→铣键槽→磨端部螺纹→研中心孔→精磨并***检验→装配→跑合→检验→防锈包装→检验→入库发运。②轧制滚珠丝杆副:审图→根据需要截取轧制丝杆→校直→端部退火→滚道抛光→加工轴端尺寸→装配→检验→防锈包装→检验→入库发运。每一套线性模组成品都来之不易,每一件滚珠丝杆的制作组成体现工程师的专业与用心。天津同步带模组
德川技研精密机械(昆山)有限公司目前已成为一家集产品研发、生产、销售相结合的生产型企业。公司成立于2016-05-25,自成立以来一直秉承自我研发与技术引进相结合的科技发展战略。本公司主要从事模组,中空旋转平台,电缸,电机领域内的模组,中空旋转平台,电缸,电机等产品的研究开发。拥有一支研发能力强、成果丰硕的技术队伍。公司先后与行业上游与下游企业建立了长期合作的关系。德川技研致力于开拓国内市场,与机械及行业设备行业内企业建立长期稳定的伙伴关系,公司以产品质量及良好的售后服务,获得客户及业内的一致好评。德川技研精密机械(昆山)有限公司本着先做人,后做事,诚信为本的态度,立志于为客户提供模组,中空旋转平台,电缸,电机行业解决方案,节省客户成本。欢迎新老客户来电咨询。