- 品牌
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电阻焊电极是当电流通过导体时,由于电阻而产生的热量。当电流恒定时,电阻越大,产生的热量就越多。当两块金属接触时,接触处的电阻远远超过金属内部的电阻。因此,如果有大量电流通过触头,其附近的金属会迅速燃烧到红热,获得很高的塑性。此时,如果施加压力,两块金属将连接成一个。 一、电阻焊焊接参数。1. 电阻焊材料的形状和尺寸;2. 电阻焊材料的表面电镀材料和厚度;3. 电阻焊电极的材料和形状;4. 选用理想的焊接电源和焊头。电阻焊电极电阻焊电极的简单介绍。湖北加工电阻焊电极厂家

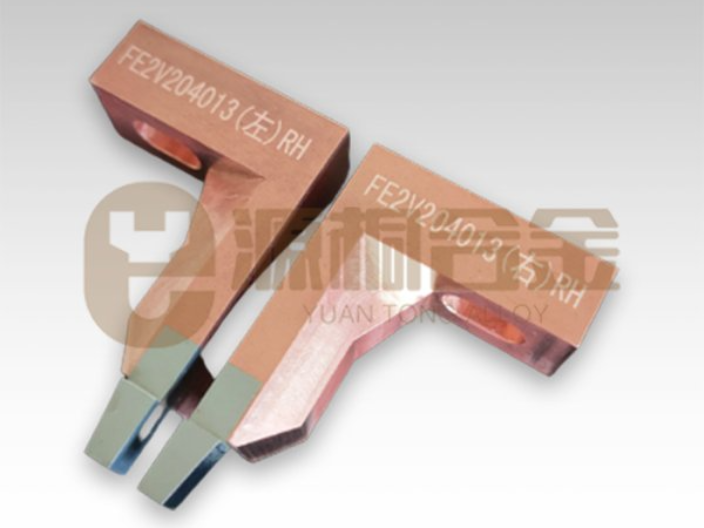
点焊电极设计原理点焊电极使用寿命长,不粘电极的关键技术在于:电极材料的选择,点焊头的形状,电极杆部的形状。在设计电极之前,有三个关键要素设计人员需要非常清楚:A)工件的形状B)工件的镀层类型C)工件焊接的几何图谱(焊接工艺路线)工件材料的选择。大部分的点焊都是把一种金属焊在另一种不同的金属上。这种应用需要用两种不同的电极材料。另外一个难题就是工件由不同的材料组成。比如,有很多轴向电子元器件的引脚是钢的芯,外层包覆铜层,铜层外面镀锡。大多数的情况下,工件的材料决定了电极材料的选择。低电导(高电阻)的金属如铍铜,铂,镍,钢,需要用高电导的铜合金电极材料。高电导的电极,会让热量留在工件-工件的接触面上,而不是让热量产生在电极头上。高电导的金属如铜,某些铜合金,银,需要用低电导的电极材料比如钨铜,钨,钼。电极头产生高热,高热传导到工件-工件接触面。 无锡加工电阻焊电极特点电阻焊电极的物理原理。

电阻焊焊接三要素有焊接电流,焊接压力和焊接时长这三大要素,电阻焊中有一个重要的部件有问题就是影响到这三大要素--电极。因此,电极对焊接质量有着十分重要的作用,承担着传输焊接电流、焊接压力及散热的作用。。电阻焊电极要有能承受高温的强度及硬度,因为电阻焊在焊接工件时通过焊接电流就是通过电极瞬间产生大量的热量,电极也要承受被焊工件的高温。设备想要运行得更长,那挑选电极必不可少的要求就是优良的抗变形及耐磨损的性质。
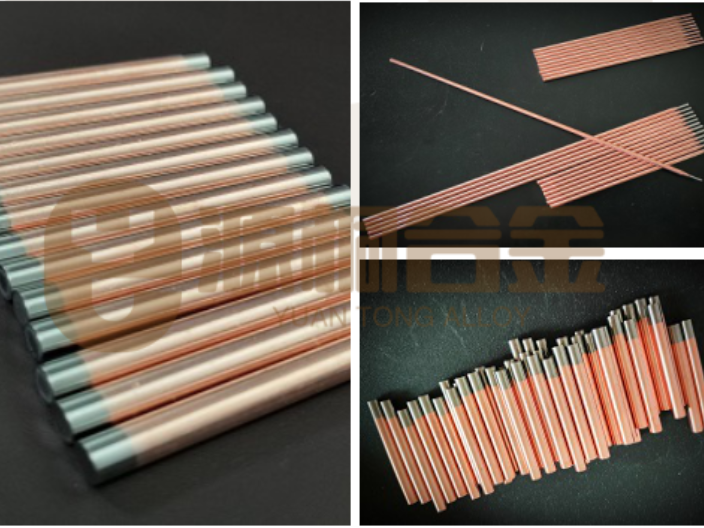
其作为电池负极的电池符号:Pt|Cr3+(c1), Cr2O72-(c2),H+(c3)标准态:c(Cr3+) c(Cr2O72-) = c(H+) = 1 mol • dm-3如果电极反应中有气体,则将细粉状的铂黑镀在铂片表面制成表面积非常大的铂黑电极,气体就能吸附在铂黑电极上。氢电极电极反应式:2H++2e-===H2 电极符号:Pt,H2(p)|H+(C) 标准态:p = 100KPa,c(H+) =1mol/L 1.电极:将铂片表面镀上一层多孔的铂黑(细粉状的铂);2.电解质:氢离子浓度为1mol/L的酸溶液中(如HCl)。3.不断地通入压力为100KPa的氢气流,使铂黑电极上吸附的氢气达到饱和。作为电阻焊重要组成部分之一,电极也有着许多样式。

电阻焊电极的常用材料都有哪些材质?2、氧化铝铜(CuAl2O3)也叫弥散强化铜,它与铬锆铜相比, 具有更高的强度(达600Mpa/N/mm2),出色的高温机械性(软化温度达900℃)及良好的导电性(导电率80~85 IACS%),具有出色的耐磨性,寿命长。 氧化铝铜(CuAl2O3)是一种性能优异的电极材料,无论其强度、软化温度还是导电性都非常优越,尤其突出的是用来焊接镀锌板,它不会象铬锆铜电极那样产生电极与工件粘住的现象,不用经常打磨,有效解决焊接镀锌板的问题,提高了效率,降低了生产成本。电阻焊电极是当电流通过导体时,由于电阻产生热量。深圳导电的电阻焊电极特点
电阻点焊是一种重要的连接方法,广泛应用于汽车、飞机等现代交通工具制造领域。湖北加工电阻焊电极厂家
电阻焊的原理:电阻焊是以电阻热为能源的一类焊接方法,包括以熔渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。电阻焊是当电流通过导体时,由于电阻产生热量。当电流不变时,电阻愈大,产生的热量愈多。当两块金属相接触时,接触处的电阻远远超过金属内部的电阻。因此,如有大量电流通过接触处,则其附近的金属将很快地烧到红热并获得高的塑性。这时如施加压力,两块金属即会连接成一体。电阻焊电极的原理,电阻焊是以电阻热为能源的一类焊接方法。湖北加工电阻焊电极厂家
源桐合金制品(深圳)有限公司位于航城街道九围社区九围第三工业区5号A1栋厂房3层,交通便利,环境优美,是一家生产型企业。是一家有限责任公司企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,良好的质量、合理的价格、完善的服务,在业界受到宽泛好评。公司业务涵盖电阻焊电极,镶嵌电极,镶钨电极,钨铜触头,价格合理,品质有保证,深受广大客户的欢迎。源桐合金自成立以来,一直坚持走正规化、专业化路线,得到了广大客户及社会各界的普遍认可与大力支持。

阻焊焊接质量受多种因素影响,主要包括以下几个方面:焊接电流:焊接电流的大小直接影响焊接接头的温度分布和加热速度,进而影响焊接质量。过大的电流可能导致焊接接头过热,甚至熔化,而过小的电流则可能无法使工件达到足够的焊接温度。焊接时间:焊接时间的长短决定了工件在焊接过程中加热的程度和时间,从而影响焊接接头的组织和性能。过长的焊接时间可能导致焊接接头晶粒粗大,降低其力学性能;而过短的焊接时间则可能使焊接接头未能充分融合。电极压力:电极压力的大小直接影响焊接接头的接触状态和电阻热的大小。适当的电极压力可以确保工件之间的紧密接触和均匀加热;而过大或过小的电极压力则可能导致焊接接头接触不良或过热。电极材料和...
- 广东合金电阻焊电极批量定制 2025-03-04
- 海南二手电阻焊电极交易价格 2025-02-26
- 江西耐用电阻焊电极冲压 2025-02-26
- 河北特殊电阻焊电极生产 2025-02-25
- 海南耐用电阻焊电极结构 2025-02-24
- 广东国产电阻焊电极直径 2025-02-24
- 海南发展电阻焊电极专卖 2025-02-21
- 河北比较好的电阻焊电极 2025-02-21
- 江西靠谱的电阻焊电极结构 2025-02-21
- 河北国内电阻焊电极结构 2025-02-21




- 河北实用电阻焊电极使用方法 2025-02-19
- 河北一次性电阻焊电极直径 2025-02-19
- 海南标准电阻焊电极工厂直销 2025-02-18
- 江西常规电阻焊电极特点 2025-02-18
- 江西制造电阻焊电极压力 2025-02-15
- 海南电阻焊电极维修价格 2025-02-15


- 江苏耐磨的镶嵌电极工厂直销 03-03
- 江西进口镶嵌电极厂家现货 03-03
- 福建合金镶嵌电极价格优惠 03-03
- 江苏附近哪里有镶嵌电极特点 03-03
- 海南附近哪里有钨铜触头规格 03-03
- 本地附近镶钨电极生产企业 03-03
- 河北加工镶嵌电极冲压 03-03
- 国产镶钨电极工厂直销 03-03
- 河南二手镶嵌电极使用方法 03-02
- 江西加工镶嵌电极价格 03-02