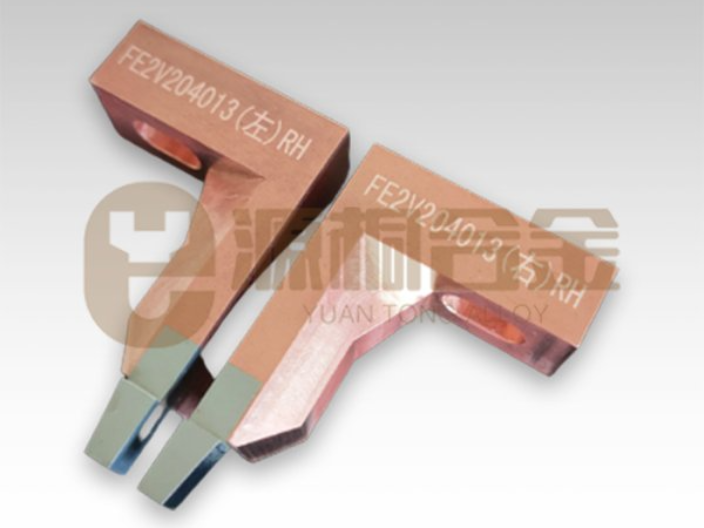
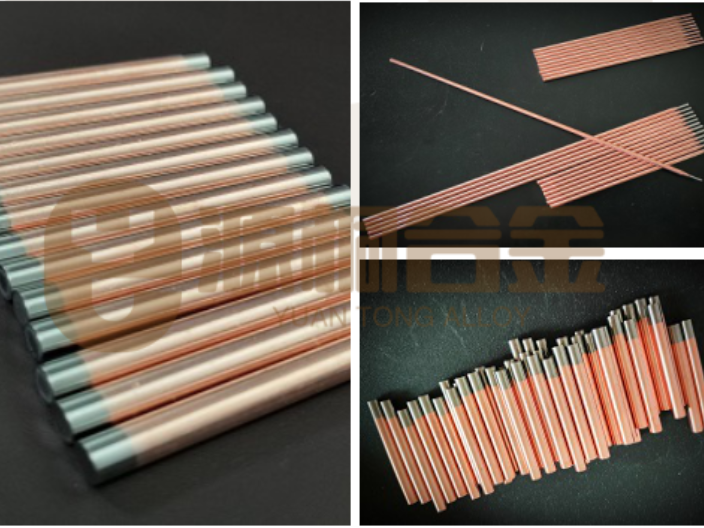
- 品牌
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电阻焊电极技术操作简单 、可机械化程度高, 在未来的应用里仍会占有重要地位。作为电阻焊技术关键部件的电极用铜合金不可替代 。人们对析出强化强度高 、高导电铜合金电极材料的研究已开展了几十年,也研制出了许多具有优异性能的合金系列 。今后的研究重点是 :对现有合金系的强化机理进一步研究以提高其使用性能;继续研究开发具有自主知识产权的新型电阻焊电极用铜合金 ;合金元素多元化以及工艺的优化。强度高、高导电铜基复合材料具有比铜合金更为优越的性能 , 是今后发展的方向。电阻焊电极运用在什么行业里?辽宁点焊电阻焊电极工艺

电阻焊电极用铜合金的发展第 2 阶段, 从 20 世纪 80 年代初至20 世纪 90 年代初是热处理强化合金。通过热处理和冷变形联合加工, 利用添加少量析出强化合金元素进行合金化, 在不明显降低电导率的同时明显提高合金的强度和使用温度, 是国内外应用普遍的电极用铜合金。常用的典型材料有铬铜和铬锆铜 。第 3 阶段 ,从 20 世纪 90 年代开始 ,要求电极材料的 抗拉强度在 600 M Pa 以上, 同时具有高的电导率 。此类铜合金材料多为固溶时效强化型合金, 是强度高、中等电导率的电极材料 。这类材料的铸件通过适当的热处理, 可以有接近锻件的力学性能。常用材料有铍钴铜、镍铍铜。同时也发展了一些具有常用性能的铜合金 ,如合金硬度很高的铍铜要求高硬度及软化温度的钨铜 、铜和碳化钨等烧结材料[ 3] 。近年来世界各国开始采用弥散强化 、原位复合强化等特殊方法研制和开发性能更高的电极用铜合金。广州定制电阻焊电极规格电阻焊电极的材料优点。

什么是电阻焊?电阻焊是指利用电流通过焊件和触头产生的电阻热作为热源,对工件进行局部加热,同时对工件加压进行焊接的方法。焊接时,不需填充金属,生产率高,焊件变形小,易于实现自动化。电阻焊是一种以电阻热为能源的焊接方法,包括以渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。电阻焊是通过电流流过工件的接触面及邻近区域,将其加热至熔融或塑性状态,形成金属结合的一种焊接方法。电阻焊接方法主要有四种,即点焊、缝焊、凸焊和对焊。
电阻焊电极用铜合金的发展 铜的电导率在金属中只次于银 ,价格远远低于银 。在铜中添加少量合金元素可以明显改善铜的物理-力学性能 , 尤其是硬度和软化温度有较大提高, 因此 ,在电阻焊中广泛应用的是铜合金 。电极用铜合金中常用的合金元素有镉、银 、铬 、锆 、镍、硅、铍、钴 、铝等 。它们与铜组成的二元合金 、三元合金或多元合金 ,具有不同的性能,能适应各种金属材料焊接的不同需要 。电阻焊电极用铜合金材料的发展历史分3 个阶段。第 1 阶段 , 20 世纪 70 年代末之前是高导电 、中等硬度的非热处理硬化合金 。这类材料只能通过冷作硬化提高硬度, 且再结晶温度低 ,适用于焊接要求不高的地方 。常用的电极材料有紫铜 、镉铜 、银铜 。作为电阻焊重要组成部分之一,电极也有着许多样式。

点焊电极设计原理点焊电极使用寿命长,不粘电极的关键技术在于:电极材料的选择,点焊头的形状,电极杆部的形状。在设计电极之前,有三个关键要素设计人员需要非常清楚:A)工件的形状B)工件的镀层类型C)工件焊接的几何图谱(焊接工艺路线)工件材料的选择。大部分的点焊都是把一种金属焊在另一种不同的金属上。这种应用需要用两种不同的电极材料。另外一个难题就是工件由不同的材料组成。比如,有很多轴向电子元器件的引脚是钢的芯,外层包覆铜层,铜层外面镀锡。大多数的情况下,工件的材料决定了电极材料的选择。低电导(高电阻)的金属如铍铜,铂,镍,钢,需要用高电导的铜合金电极材料。高电导的电极,会让热量留在工件-工件的接触面上,而不是让热量产生在电极头上。高电导的金属如铜,某些铜合金,银,需要用低电导的电极材料比如钨铜,钨,钼。电极头产生高热,高热传导到工件-工件接触面。 标准电阻焊电极的头部样式有:尖头、圆锥﹑球面、弧面、平面、和偏心。浙江辅助电阻焊电极钨铜
电阻焊电极有什么作用?辽宁点焊电阻焊电极工艺
电阻焊电极的常用材料都有哪些材质?1.铬锆铜(CuCrZr)是常用的电阻焊电极材料,这是由它本身优良的化学物理特性及很好的性价比所决定的。优良的导电性------保证焊接回路的阻抗小,获到优良的焊接质量。高温机械性能-----较高的软化温度保证焊接高温环境下电极材料的性能及寿命。耐 磨-----电极不易磨损,延长寿命,降低成本。较高的硬度和强度----保证电极头在一定的压力下工作不易变形压溃,保证焊接质量。2.钼电极(Molybdenum) 钨、钼电极具有硬度高、熔点高、高温工作性能优越等特点,适合与焊接有色金属铜、铝、镍等,如开关的铜编织带与金属片的焊接。辽宁点焊电阻焊电极工艺
源桐合金制品(深圳)有限公司成立于2006-05-25,同时启动了以源桐合金电极为主的电阻焊电极,镶嵌电极,镶钨电极,钨铜触头产业布局。源桐合金经营业绩遍布国内诸多地区地区,业务布局涵盖电阻焊电极,镶嵌电极,镶钨电极,钨铜触头等板块。我们强化内部资源整合与业务协同,致力于电阻焊电极,镶嵌电极,镶钨电极,钨铜触头等实现一体化,建立了成熟的电阻焊电极,镶嵌电极,镶钨电极,钨铜触头运营及风险管理体系,累积了丰富的五金、工具行业管理经验,拥有一大批专业人才。源桐合金制品(深圳)有限公司业务范围涉及钨、钼等难熔金属制品,铍钴铜、氧化铝铜、钨铜等合金电极的研发生产;电阻焊电极(碰焊电极、点焊电极、滚焊电极)、钨铜触头、钨电极、钼电极、镶嵌电极、镶钨电极、镶钼电极、镶钨铜电极加工制造;自动化生产设备、生产流水线工程解决方案设计与制造。等多个环节,在国内五金、工具行业拥有综合优势。在电阻焊电极,镶嵌电极,镶钨电极,钨铜触头等领域完成了众多可靠项目。

阻焊焊接质量受多种因素影响,主要包括以下几个方面:焊接电流:焊接电流的大小直接影响焊接接头的温度分布和加热速度,进而影响焊接质量。过大的电流可能导致焊接接头过热,甚至熔化,而过小的电流则可能无法使工件达到足够的焊接温度。焊接时间:焊接时间的长短决定了工件在焊接过程中加热的程度和时间,从而影响焊接接头的组织和性能。过长的焊接时间可能导致焊接接头晶粒粗大,降低其力学性能;而过短的焊接时间则可能使焊接接头未能充分融合。电极压力:电极压力的大小直接影响焊接接头的接触状态和电阻热的大小。适当的电极压力可以确保工件之间的紧密接触和均匀加热;而过大或过小的电极压力则可能导致焊接接头接触不良或过热。电极材料和...
- 广东合金电阻焊电极批量定制 2025-03-04
- 海南二手电阻焊电极交易价格 2025-02-26
- 江西耐用电阻焊电极冲压 2025-02-26
- 河北特殊电阻焊电极生产 2025-02-25
- 海南耐用电阻焊电极结构 2025-02-24
- 广东国产电阻焊电极直径 2025-02-24
- 海南发展电阻焊电极专卖 2025-02-21
- 河北比较好的电阻焊电极 2025-02-21
- 江西靠谱的电阻焊电极结构 2025-02-21
- 河北国内电阻焊电极结构 2025-02-21



- 河北实用电阻焊电极使用方法 2025-02-19
- 河北一次性电阻焊电极直径 2025-02-19
- 海南标准电阻焊电极工厂直销 2025-02-18
- 江西常规电阻焊电极特点 2025-02-18
- 江西制造电阻焊电极压力 2025-02-15
- 海南电阻焊电极维修价格 2025-02-15



- 江苏耐磨的镶嵌电极工厂直销 03-03
- 江西进口镶嵌电极厂家现货 03-03
- 福建合金镶嵌电极价格优惠 03-03
- 江苏附近哪里有镶嵌电极特点 03-03
- 海南附近哪里有钨铜触头规格 03-03
- 本地附近镶钨电极生产企业 03-03
- 河北加工镶嵌电极冲压 03-03
- 国产镶钨电极工厂直销 03-03
- 河南二手镶嵌电极使用方法 03-02
- 江西加工镶嵌电极价格 03-02