- 品牌
- 东宇东庵
- 型号
- 碳氮共渗
- 工艺一
- 真空气淬
- 工艺二
- 气体软氮化
- 工艺三
- 调质
- 工艺四
- 渗碳
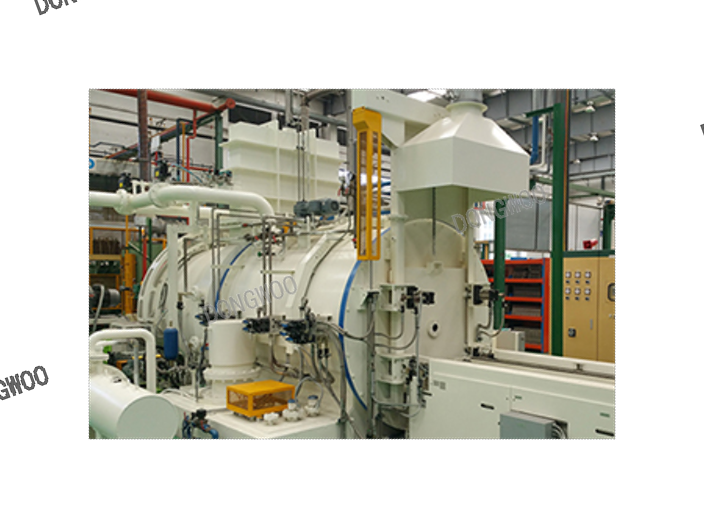
东宇东庵的真空渗碳热处理与常规热处理相比,真空热处理的同时,可实现无氧化、无脱碳、无渗碳,可去掉工件表面的磷屑,并有脱脂除气等作用,从而达到表面光亮净化的效果。真空热处理是将金属工件在1个大气压以下(即负压下)加热的金属热处理工艺。20世纪20年代末,随着电真空技术的发展,出现了真空热处理工艺,当时还只用于退火和脱气。由于设备的限制,这种工艺较长时间未能获得大的进展。60~70年代,陆续研制成功气冷式真空热处理炉、冷壁真空油淬炉和真空加热高压气淬炉等,使真空热处理工艺得到了新的发展。在真空中进行渗碳,在真空中等离子场的作用下进行渗碳、渗氮或渗其他元素的技术进展,又使真空热处理进一步扩大了应用范围。热处理具有热稳定性和耐高温性能。氮化热处理厂家

在与大气压只差0.1MPa范围内的真空下,固态相变热力学、动力学不产生什么变化。在制订真空热处理工艺规程时,完全可以依据在常压下固态相变的原理。完全可以参考常压下各种类型组织转变的数据。真空热处理的优越性。真空热处理是和可控气氛并驾齐驱的应用面很广的无氧化热处理技术,也是当前热处理生产技术先进程度的主要标志之一。真空热处理不仅可实现钢件的无氧化、无脱碳,而且还可以实现生产的无污染和工件的少畸变,因而它还属于清洁和精密生产技术范畴。它已成为工模具生产中不可替代的先进技术。徐州轴承热处理厂家排行真空渗碳热处理的现状与发展趋势。

而真空热处理则是模具热处理中较先进的方式之一。真空热处理是真空技术与热处理技术相结合的新型热处理技术,真空热处理所处的真空环境指的是低于一个大气压的气氛环境,包括低真空、中等真空、高真空和超高真空,真空热处理实际也属于气氛控制热处理。真空热处理是指热处理工艺的全部和部分在真空状态下进行的,热处理质量很大提高。与常规热处理相比,真空热处理的同时,可实现无氧化、无脱碳、无渗碳,可去掉工件表面的磷屑,并有脱脂除气等作用,从而达到表面光亮净化的效果。真空热处理是将金属工件在1个大气压以下(即负压下)加热的金属热处理工艺。
国内生产中应用很很广的是气体软氮化。气体软氮化是在含有活性氮、碳原子的气氛中进行低温氮、碳共渗,常用的共渗介质有尿素、甲酰胺、氨气和三乙醇胺,它们在软氮化温度下发生热分解反应,产生活性氮、碳原子。活性氮、碳原子被工件表面吸收,通过扩散渗入工件表层,从而获得以氮为主的氮碳共渗层。由于软氮化层不存在脆性ξ相,故氮化层因而具有一定的韧性,不容易剥落。气体软氮化温度常用560-570℃,因该温度下氮化层硬度值比较高。氮化时间常为2-3小时,因为超过2.5小时,随时间延长,氮化层深度增加很慢。真空渗碳热处理哪家好?欢迎咨询东宇东庵(无锡)科技有限公司。

国际上已有2-20bar的真空高压气淬炉,可以完全满足模具的真空热处理的要求。模具热处理过程中,所采用的工艺参数对模具性能也有着至关重要的影响:它包括了加热温度、加热速度、保温时间、冷却方式、冷却速度等。正确的热处理工艺参数可以保证模具获得比较好性能,反之,将产生不良甚至严重后果。实践表明,正确的热处理工艺可以获得优良的组织,优良的组织形态才能保证优良的机械性能。合适的工艺方法可以有效的控制模具热处理时的变形和开裂。热处理可以提高材料强度,延长使用寿命。常州金属热处理
常见的热处理方法包括退火、淬火、回火、正火、淬化、时效等。氮化热处理厂家
是一家专门从事机械及行业设备公司。公司自2013-12-04成立以来,主要专注于真空渗碳热处理,真空渗碳气淬,工业炉,DLC涂层的研究和应用。 公司生产型拥有一批具有丰富经验的研发团队和一支技术过硬的生产团队,主要生产真空渗碳热处理,真空渗碳气淬,工业炉,DLC涂层设备。自创建以来,公司凭借雄厚的技术实力,获得了行业用户的高度评价和认可。公司与国内上游企业建立了良好合作关系,具备完整的进货渠道,确保产品的质量,积极拓展全国各地的客户,公司真空渗碳热处理,真空渗碳气淬,工业炉,DLC涂层深得广大用户的信赖。展望未来,我们一如既往坚持我们的诚信、服务、稳健的经营原则,与各个合作伙伴建立更加紧密的联系,将东宇东庵打造成为行业内广为人知的品牌。氮化热处理厂家
东宇东庵(无锡)科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,东宇东庵科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
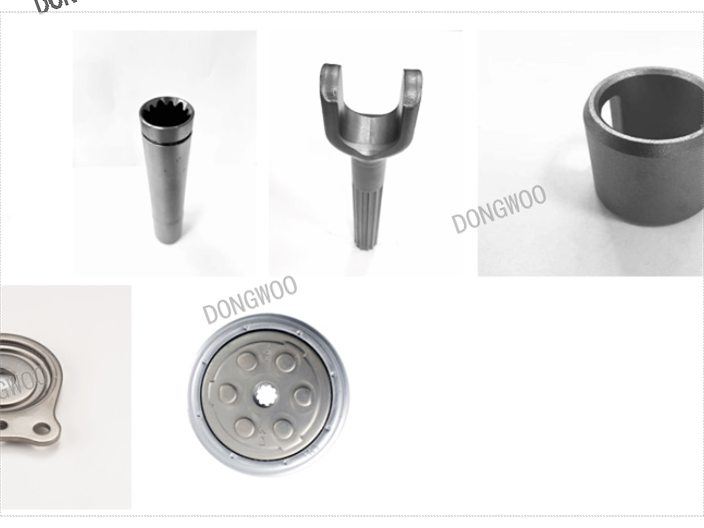
真空渗碳:为得到马氏体表面组织及内部韧性在大气压以下(760Torr)压力及高温中投入碳原子后活性炭渗入到产品的热处理方式。软氮化一般在550~580℃投入NH3和RXGas(N2base+CO2)往零件表面渗入氮或碳形成Fe-N-C系化合物层的工艺。零件表面生成Fe3N,Fe4N化合物可控制氮气浓度。软氮化优点:表面高硬度提高耐磨性;低温处理无晶体变化,热变形量减少;可适用于多数钢材,耐腐蚀性提高。在Batch炉保持软氮化气氛中投入产品,温度,时间,NH3量可控制,相反PIT炉在常温(100℃以下)装炉,炉内充满空气一般400℃以前转换成NH3气氛,氮化时Sensor调整Kn值ε–Fe2-3...
- 天津碳氮共渗热处理炉 2026-04-23
- 紧固件热处理加工厂家 2026-04-23
- 温州零件热处理厂家 2026-04-23
- 南京热处理过程 2026-04-23
- 江苏真空热处理加工厂家 2026-04-23
- 钢材热处理工艺 2026-04-11
- 连云港汽车零部件热处理厂家排行 2026-04-10
- 南京齿轮热处理厂家 2026-04-10
- 徐州渗碳热处理设备 2026-04-10
- 淮安汽车零部件热处理厂家排行 2026-04-10




- 南京碳氮共渗热处理炉 2026-04-09
- 苏州45钢热处理设备 2026-04-09
- 宿迁轴承热处理公司 2026-04-09
- 常州真空热处理厂家 2026-04-09
- 江苏轴承热处理技术 2026-04-08
- 盐城轴承热处理炉 2026-04-08




- 炉品牌 05-16
- 扬州网带炉品牌 05-16
- 南京工业炉制造 05-16
- 徐州真空炉厂家排行 05-16
- 上海箱式多用炉配件 05-16
- 盐城真空炉供应商 05-16
- 汽车变速箱齿轮真空渗碳 05-16
- 盐城真空热处理炉用途 05-16
- 无锡低压真空渗碳炉 05-16
- 天津可控气氛热处理炉价格 05-16