- 品牌
- YAMAHA
- 型号
- 齐全
- 输入方式
- 触摸屏输入
- 产品认证
- 质量保障
- 外形尺寸
- 齐全
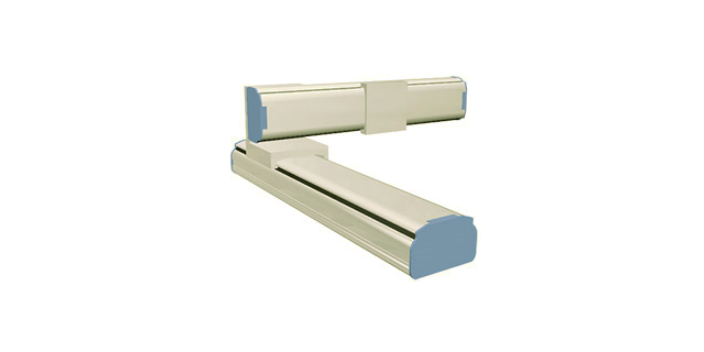
工业机器人系统软件工业机器人系统软件(或运用软件工具)是嵌入在工业机器人操纵设备内的各种工业机器人工作**型的程序包。实际操作工作人员根据应用示教器挑选必须的菜单栏和指令,能够开展不一样类型的工作。软件工具中有用于操纵工业机器人、机械臂、无线遥控等**设备的指令。此外,实际操作工作人员还能够对额外轴、操纵设备和别的**设备(模块操纵设备和感应器等)的键入/輸出开展操纵。常见的FANUC工业机器人手机软件有:用于运送的HandlingTool、用于氩弧焊的ArcTool、用于焊接的SpotTool、用于点胶的DispenseTool、用于喷涂的PaintTool、用于激光焊和激光切割的LaserTool等。工业机器人手机软件可开展以下工作:设置工业机器人系统软件、建立程序、程序的检测运行、全自动运行、情况表明及监管。假如安裝别的选择项手机软件,还能够加强系统软件的拓展和管理方法等作用。这一部分內容将在事后章节目录详解。程序是由姿势指令、I/O指令、标值寄存器指令、迁移指令等按序组成组成的。智能机器人根据依照行号次序实行这种指令,就可以开展所设计方案的工作。程序的建立/改动能够根据示教器来进行。程序关键由下列指令组成。雅马哈线性传送模组LCM通过高速、高精度、高速间距运行,并且可在块上进行组装作业。日本雅马哈组合机器人

程序运行LCC140 控制器可以通过输入的程序进行运行,以及通过PLC 的远程命令进行运行。除了移动定位及输入输出信号控制等之外,还可以进行与滑块插入、排出相关的处理。基于SR1控制器的操作系统具有与 SR1 控制器同样的用户界面,并且基于此追加、安装了与线性传送模组特有规格、功能相关的部分,因此形成了非常容易使用的操作系统。※※在 SR1 控制器功能之中,存在部分线性传送机控制器无法使用的功能,请予以了解。控制器之间的链接功能当对多个模块进行连接时,通过使用 LCC140 控制器**链接电缆来连接各个控制器,可按照 1 台控制器的操作步骤同时对多台控制器加以操作。通过 RFID 进行位置修正的功能当使多个滑块依次停在任意 1 点时,根据各滑块的不同,实际滑块停止位置的精度会存在差异,因此可能具有 0.5mm 的误差幅度 (机差)。通过 RFID 系统和 LCC140 控制器的协作,可将各滑块的这种机差降低至 0.1mm。日本雅马哈组合机器人雅马哈发动机公司准备有供选购的台架系列,选择何种强度的台架也可以全部委托给雅马哈发动机公司。
焊接机器人与焊接工作平台究竟有什么不同,一般焊接机器人指的便是一套设备,关键由机械臂总程、自动控制系统、示教育部门、悍机、送丝组织、焊枪等构成。而焊接人工作平台除开包含焊接机器人外,还就包含了许多輔助机器设备如轨道、变位机、旋转台、焊接追踪系统软件、安全防护网、清枪器、防护系统、外部设备等相互配合焊接机器人工作中的,前面一种**单纯性的一套焊接机器人,价钱也相对性划算,一般国内的几万块、進口的十多二十万元,就可以拿下,而焊接机器人工作平台价钱几十万至百多万元一套。焊接机器人工作平台1.机器人:接纳控制柜的数据信号,使焊抢抵达焊接部位等。2.机器人控制柜:接受外界数据信号,如:焊接、示教器、外界控制柜等,并将传输数据给机器人,使机器人进行焊接每日任务。3.焊枪:焊枪运用悍机的高电流量,高电压造成的发热量集聚在焊枪终端设备,溶化焊丝,溶化的焊丝渗入需焊接的位置,制冷后,被焊接的物件坚固的组合成一体。
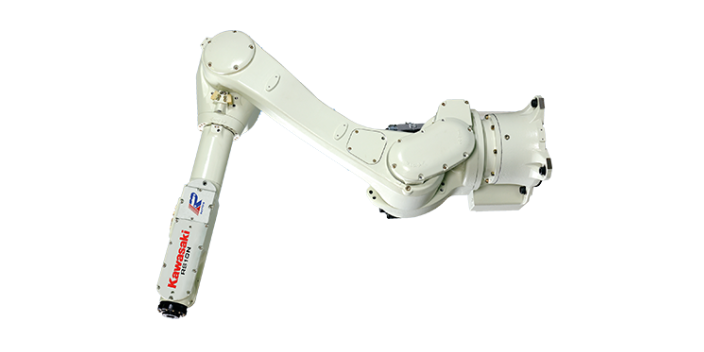
直交机器人双机械臂螺丝紧固与涂胶装置这是X轴采用螺母旋转型单轴机器人的可进行异步动作的双机械臂直交机器人。在发动机的汽缸盖、变速箱等需要同时在对角位置紧固螺丝等作业中也可以发挥极高的效率。[直交机器人NXY-W]高生产量的组装生产线雅马哈PAS速度表组装(2)线性传送模组LCM100可以实现不会发生临时暂停的快速搬运生产线。宣传视频从设备视点为您提供合适的解决方案从搬运到单轴、直交、水平多关节、垂直多关节机器人、视觉系统,自动化生产线所需要的全部机器人产品系列雅马哈准备齐全,可为您提供实现丰富多样的自动化的解决方案。从引入到售后服务全部由雅马哈发动机公司负责。为您提只有供统一制造商才有的放心服务。雅马哈采用新开发的模块式导轨,与以往机型相同的紧凑机身装入了与高级机型相同的4列圆弧沟槽2点接触导轨。

视觉检测系统分析(1)基本原理机器视觉检测系统通常采用CCD(ChargeCoupledDevice)照相机摄取检测图像,将其转化为数字信号,再采用先进的计算机硬件与软件技术对图像数字信号进行处理,从而得到所需要的各种目标图像特征值,并在此基础上实现模式识别,坐标计算,灰度分布图等多种功能。机器视觉检测系统能够根据其检测结果快速地显示图象,输出数据,发布指令,执行机构可以配合其完成位置调整,好坏筛选,数据统计等自动化流程。与人工视觉相比较,机器视觉的比较大优点是精确,快速,可靠,以及信息数字化。机器视觉系统主要由三部分组成:图像的获取、图像的处理、输出显示。图像获取设备包括光源、摄像机等,其中关键部件CCD是由分布于其上的各个像元的光敏二极管的线性阵列或矩形阵列构成,通过顺序输出每个二极管的电压脉冲,实现将图像光信号转换成电信号的目的。输出的电压脉冲序列可以直接以RS-170制式输入标准电视显示器,或者输入计算机的内存,进行数值化处理。CCD是现在**常用的机器视觉传感器。图像处理设备包括相应的软件和硬件系统。输出设备与过程相连,包括监视界面,过程控制器和报警装置等。摄像数据通过计算机对标准和故障图像的分析和比较雅马哈垂直多关节机器人与行走轴只需1台控制器控制,大幅度缩短了生产启动工时。YAMAHA直交机器人XY-X系列
雅马哈步进马达还运用新开发的矢量控制方式,不仅解决了在高速运转时的扭矩问题,且有节能、低噪音的优点。日本雅马哈组合机器人
*8个月就宣告解散。“解散IM事业部”--事业部的成员们被常务突如其来的宣布惊呆了。1982年8月,***IM事业就这样短暂的谢幕了。解散IM事业部的一个原因,是国内摩托车市场的激烈竞争,也就是被世人喻为HY***(本田Honda与雅马哈YAMAHA的商战)影响了公司的经营。其中致命的原因是开发的机器人产品在性能、性价比方面得不到市场的认可,销售业绩不佳。于是,IM事业部一度退出了前台。**终留在生产技术部内的原IM成员*剩下8名。尽管如此,为了自己事业的存在不被忽视,绝不能就这样袖手等待。也就在那时,曾任加尼弗尼亚R&D中心主管的土屋加津彦回到了日本,被任命为技术本部技术课课长。土屋一回国就开始在公司内部寻找新业务的幼苗。面对土屋,原IM成员满腔热情地请求“无论如何希望使机器人事业继续下去”。日本雅马哈组合机器人
- 智能雅马哈水平多关节型机器人型号 2026-05-07
- 日本雅马哈水平多关节型机器人YK610XE-10 2026-05-07
- 进口YAMAHA直线电机型号 2026-05-06
- 日本雅马哈线性模组代理 2026-05-06
- 工业YAMAHA雅马哈步进马达单轴机器人 2026-05-06
- 自动化YAMAHA雅马哈机器人功能 2026-05-06
- 智能YAMAHA直线电机华东地区代理 2026-05-06
- 雅马哈水平多关节型机器人直供 2026-05-05
- YAMAHA雅马哈步进马达单轴机器人 2026-05-05
- 日本YAMAHA直线电机 2026-05-05
- 日本雅马哈组合机器人功能 2026-05-05
- 自动化YAMAHA机械手华东地区代理 2026-05-05