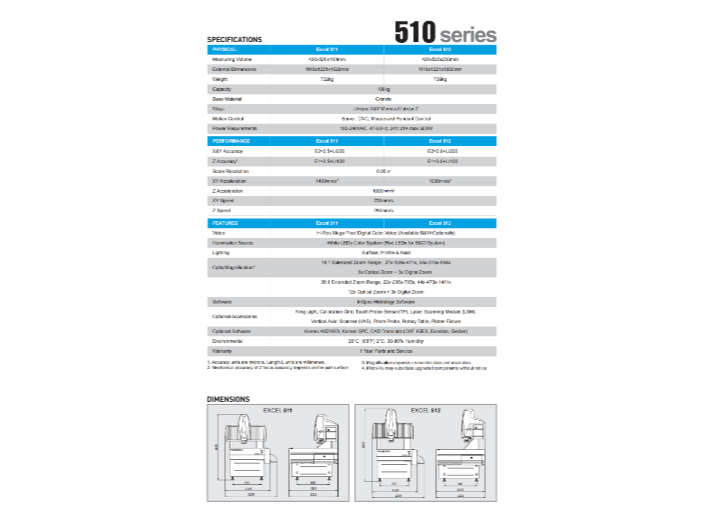
- 品牌
- MICROVU
- 型号
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
- 测量行程
- 315*315*160
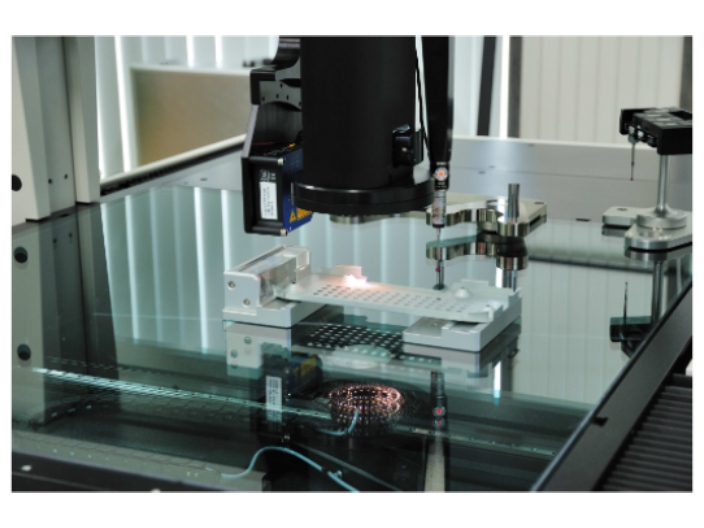
三坐标测量仪的应用与零部件。三坐标测量机是通过测头系统与工件的相对移动,探测工件表面点三维三坐标的测量系统。通过将被测物体置于三坐标测量仪的测量空间,利用接触或非接触探测系统获得被测物体上各测点的三坐标位置,根据这些点的空间三坐标值,由软件进行数学运算,求出待测的几何尺寸和形状、位置。因此,三坐标测量仪具备高精度、高效率和性的特点,是完成各种零部件几何量测量与品质控制的理想解决方案。零部件具有品质要求高、批量大、形状各异的特点。在选择适合的三坐标测量仪测量系统时,需要根据零部件测量精度要求、测量系统所需要使用的环境、测量效率等方面进行考虑。测量仪勿用力以免伤及镜面。福州三次元测量仪公司

影像测量仪镜面擦拭的步骤。对影像测量仪镜面的擦拭,是二次元测量仪测量工件前的必要步骤,因为这样可以更加清晰的获得二次元被测工件的详细数据信息,为以后提供准确的数据依据。对二次元影像测量仪镜面的擦拭,我们可以根据以下步骤来完成:1、先用二次元影像测量仪的拭镜纸轻轻抹拭镜面表层,勿用力以免伤及镜面。2、再用棉花棒沾工业用酒精,轻轻抹拭二次元测量仪的镜面表层,并需等酒精挥发后,再装回去。3、影像测量仪的镜面抹拭可区分成校正玻璃片及镜头内透镜组,因为灰尘粒子会造成成像的黑点,镜面抹拭至为重要,装置后需重新借着影像观察抹拭结果。南通测量仪用法测量仪工作台和导轨要用棉绸蘸上无水乙醇清洗。
影像测量仪器维修的手法。一.观察。通过看,闻,接触来发现问题所在.像一般电路短路会有烧焦的气味,零件松了,用手可以感触得到等等。二.排查。排查一些基本的因素.例如电路问题,电子元件问题,或者摆放所场等。三.更换。在把握不准的情况下,可以试试换一个配件或者电子元件,看看情况会不会好转.例如:一个物镜表面糊了,换一个同规格的物镜看行不行,如果可以,表示是物镜的问题,如果不行再回到排查下一个原因。四.控制温度。长时间工作下,特别是在温度高的季节里运作.设备本身温度会升高.从而影响操作,这个时间可以通过室内对温度的控制,或者增加散热的工具.使中心电子元件都能够处于正常温度下工作。
三坐标测量仪固定工件有哪些方法。粘结。工件亦可以用装有合适胶棒的胶枪把零件直接固定在台面上;此方法的优点是零件不会因夹持力而变形,用户应保证所有的被测特征均是可以触及,但必须记住直接与台面接触的特征是不可触及的,测量结束后应当用适当的溶剂把胶去掉,这种方法主要的缺点是用目测的方法来调整工件方向。仪器腊是除胶以外的另外一种固定物,它用手来加热及软化,和胶一样把零件的边缘和工作台固定起来。由于仪器腊在应用一个小时内会变形,导致零件位置变化,所以只有在过了变形期才能测量。测量仪是多学科、跨领域的现代高技术的结晶。
关于使用影像测量仪R角的检测方法。首先,将工件的两相交直线包角a的实际值用工具显微镜或其它仪器测量出来。根据包角a和工件要求的圆角半径尸绘制一张放大图。并把放大图的圆弧顶角分角线与投影仪影屏的坐标轴重合,然后将被测工件放在投影仪的载物台上,调试影象。影象与放大图相比较,通过测微器测出两者的间隙,R就是被测工件实际圆角半径。然而,在包角一定时,由于R值大小的变化,其圆心的位置也变,且投影仪的重复性和再现性极差。因此,不能用投影仪或工具显微直接测量。从生产工艺角度分析,是为了杜绝车削后裂纹的产生,主要在应力集中的地方做成圆弧过渡,以此来分散应力,使零件不至于出现裂纹,让内应力在车削后的状态中再次能够平衡,在结构突变处做成圆弧过渡,也是将应力沿圆弧的法向疏散应力,不至于产生废品。测量仪尽量将角度两边的线采集长些。南通测量仪用法
测量仪能够更为精确的检测出我们所需的参数与数据。福州三次元测量仪公司
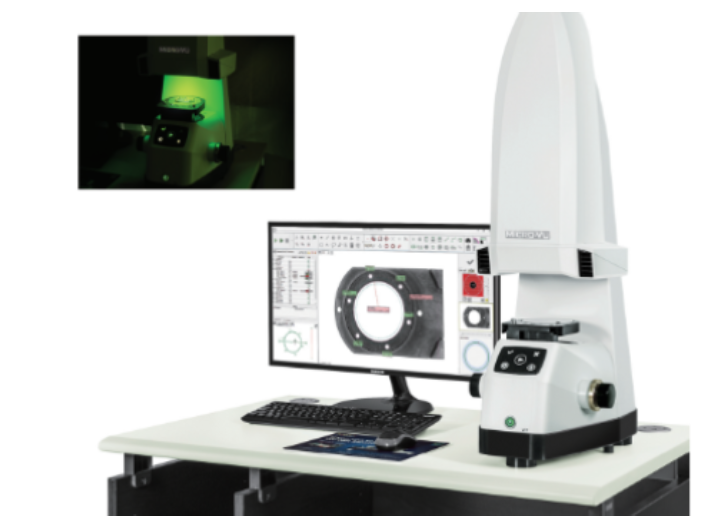
测量仪先通光学系统将物体的像成在CCD上,再转换成视频图像,显示在液晶屏上。因CCD面阵尺寸的限制,测量仪屏幕的视场较小,加之,屏面材质和影像倍率不是整数等原因,不能实现屏上测量功能。如果采用工作台坐标测量,由于榫头形状由9条直线和8段圆弧组成,需要采集几十个坐标点,通过软件计算出每一段直线和圆弧的位置和半径,逐个元素进行数据比较,不光操作烦琐,效率低,而且不如综合评定效果直观。投影仪的投影屏尺寸从Ф250mm到Ф1500mm,具有不同规格;而测量仪液晶显示器的屏幕尺寸一般光局限于300毫米左右,对于需要大屏幕容纳的对象,就无能为力了。但是测量仪比投影仪有下列优点:采用低功率照明,无需冷却装置并且节能;很容易做到高倍率,善于观察细节。特别在反射照明和高倍率时,影像的照度比投影仪要高得多,因此,反射影像更加清晰。此外,可实现图像存储。福州三次元测量仪公司
- 汕尾测量仪供应商 2026-04-15
- 汕尾测量仪优势 2026-04-15
- 安徽非接触式测量仪 2026-04-15
- 广州MICROVU测量仪说明书 2026-04-14
- 昆山MICROVU测量仪咨询 2026-04-14
- 深圳原装进口测量仪精度校准 2026-04-14
- 佛山非接触式测量仪检修 2026-04-14
- 深圳三次元测量仪厂家 2026-04-14
- 佛山三次元测量仪推荐 2026-04-14
- 南通测量仪维修 2026-04-14
- 苏州测量仪 2026-04-14
- 珠海MICROVU测量仪用法 2026-04-13