- 品牌
- 上海爱佳工厂规划&物流咨询
- 服务项目
- 智能工厂规划&物流设计咨询
- 服务地区
- 全国
- 适用对象
- 各类制造业企业和物流相关企业
- 提供发票
- 是
- 营业执照
- 是
- 专业资格证
- 是
- 参数模板
- 1
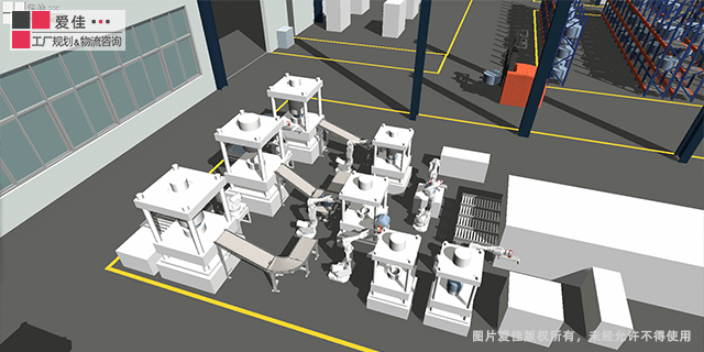
要进行工厂规划,可以按照以下步骤进行:确定工厂的目标和目的,以及要生产的产品和服务。收集和分析当前生产过程的数据,包括设备、机器和材料等。识别当前生产过程中潜在的低效和改进领域。设计和评估不同的工厂布局和生产流程方案,以提高效率、降低成本和满足客户需求。基于对其可行性、效益和成本进行全局分析,选择比较好的工厂布局和生产流程方案。实施新的工厂布局和生产流程,并不断监测和评估其性能。制定应对突发事件的应急计划,例如需求变化、供应商中断或自然灾害等。要有效进行工厂规划,重要的是要深入了解企业的运营、生产技术和数据分析。这可能涉及与工厂规划**合作或使用专门的软件来模拟不同的方案并优化生产过程。还要考虑客户和员工的需求和期望,并确保工厂的设计和实施以促进安全、可持续性和效率为目标。了解更多,请访问爱佳官网 aflux com cn拥有多年经验的工厂规划咨询团队,为您提供适合解决方案。智能工厂物流规划咨询案例
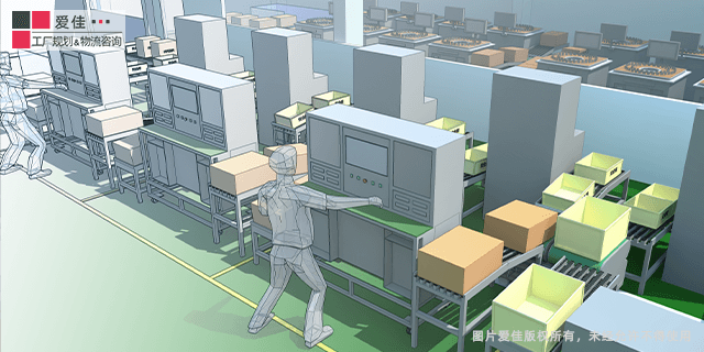
进行产线规划是为了优化生产流程、提高生产效率和质量,通常包括以下步骤:确定产品需求:明确产品类型、数量和生产周期,以及生产中需要的设备和工具等。制定生产计划:基于产品需求,制定生产计划,确定生产周期、工作人员数量和班次安排等。进行生产线分析:根据生产计划,分析每个工作站的工作流程、所需物料和工具,以及人员的工作负荷等。设计生产线布局:在分析的基础上,设计生产线布局,包括生产线长度、设备摆放和工作站位置等。设计物流系统:确定物料和半成品的流动路径、存储位置和转移方式,确保物流系统的高效、稳定和可靠。优化生产线:对生产线进行模拟和评估,发现可能存在的问题并提出优化方案,较终得出比较好的生产线布局和物流系统设计。实施生产线:在确定好的生产线布局和物流系统设计的基础上,进行生产线的建设和调试,确保生产线的正常运行。持续改进:对生产线进行持续监控和改进,随时发现和解决问题,提高生产效率和质量。以上是一般的产线规划步骤,不同的行业和企业可能会有不同的实践和方法。迎访问爱佳工厂规划咨询官网 www aflux com cn。车间工厂布局规划咨询公司个性化物流解决方案,根据企业需求量身打造比较好流程。
在工厂物流规划过程中,容易犯错的点包括以下几方面:1.物流流程设计不合理。工厂物流流程设计不合理,会导致物流效率低下、耗时增加、成本上升等问题。因此应该仔细考虑每个环节的优化和整合,确保物流流程的顺畅和高效。2.库存管理不当。库存管理是工厂物流规划中非常重要的环节,若库存管理不当,会导致库存过高、资金占用多、库存过期等问题。因此应合理规划库存量、定期进行库存清理,确保库存水平适中。3.运输计划不合理。运输计划不合理,会导致物流成本上升,而且可能会影响生产计划的实施。因此在制定运输计划时,充分考虑货物的性质、运输方式、运输距离等因素,合理规划运输路线和时间,确保物流运输效率和质量。4.信息系统设计不当。现代工厂物流规划中,信息系统的应用越来越重要。如果设计不当,会影响物流的顺畅和精细度。因此在设计信息系统时,应该充分考虑物流的整体需求,确保系统功能、数据准确性、安全性等方面的完备性。5.人员培训不足。如果工厂物流规划的相关人员没有得到充分的培训和支持,就会导致规划的实施效果不佳。因此应该对相关人员进行充分的培训,确保他们掌握所需的技能和知识,更好地实施规划方案。了解更多请访问爱佳咨询官网 www aflux
工厂物流规划是指通过对物料、信息和流程的规划和控制,实现生产过程的物流协调和优化。其目的是提高生产效率,降低成本,提高产品质量和客户满意度。工厂物流规划需要遵循以下原则。首先,需要从整个系统的角度出发,考虑不同环节之间的关系和相互影响,建立起一个协调一致的系统。其次,需要综合考虑物料、信息、人员和设备等因素,通过优化生产流程和布局,实现资源的比较大利用。此外,需要以精益生产原则为指导,通过消除浪费和提高效率,实现生产过程的优化。同时,需要具备一定的预测性,根据市场需求、销售计划等因素,合理规划物料、人员和设备等资源,预防潜在问题的出现。另外,需要具备一定的灵活性,能够在生产过程中对不同环节进行调整和改进,以适应市场的变化和需求。需要依托信息技术,通过信息化系统实现对生产流程和物料流向的实时监控和管理,提高生产过程的透明度和可控性。需要实现持续改进,通过对生产过程的监测和分析,不断优化规划方案,提高生产效率和品质水平。总之,工厂物流规划的原则是系统化思维、综合考虑、精益化、预测性、灵活性、信息化和持续改进。通过遵循这些原则,可以优化生产过程,提高效率和质量,实现生产过程的协调和优化。在我们的工厂规划咨询中,不仅考虑效率和质量,还充分考虑环保和可持续性,为您的企业创造更长远的价值!

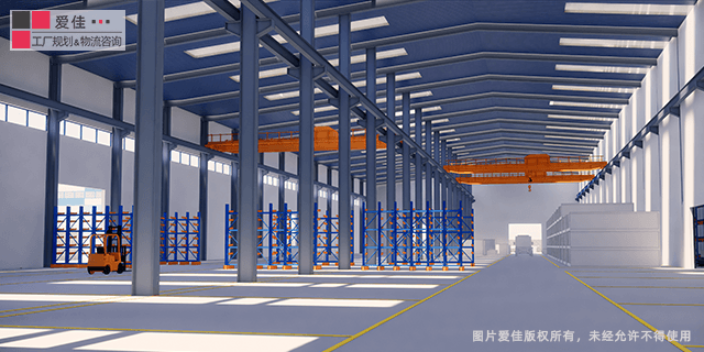
工厂入厂物流是指原材料、半成品、成品等物流运输进入工厂的物流活动。根据不同的物流要求和实际情况,工厂入厂物流可以采用不同的模式,以下是一些常见的模式:直接运输模式:直接由供应商把物料运到工厂,可以是小批量、多次运输,也可以是大批量、一次性运输。中心仓库模式:供应商将物料运到中心仓库,再由中心仓库统一配送到工厂。中心仓库可以充当多个供应商的供应中心,便于管理和控制。自提模式:供应商把物料送到工厂门口,由工厂内部的物流部门或者供应商自行提取。委托运输模式:工厂委托第三方物流公司负责物料的运输和配送。JIT模式:JIT是“Just-In-Time”的缩写,是一种按需生产、零库存的生产方式。供应商根据工厂的需求情况,定时、定量地运送物料到工厂。MILS模式:MILS是“Materials-In-Loop-System”的缩写,是一种物料循环系统。物料从供应商到工厂,再到下一个工序,循环使用,可以减少物料的浪费,提高资源利用率。以上模式并不是互相单独的,可以根据实际情况进行组合使用,以达到比较好的物流效果。迎访问爱佳工厂规划咨询官网 www aflux com cn。专业工厂布局规划,优化空间布局,实现生产线更加合理化,提升效率!专业工厂规划咨询公司
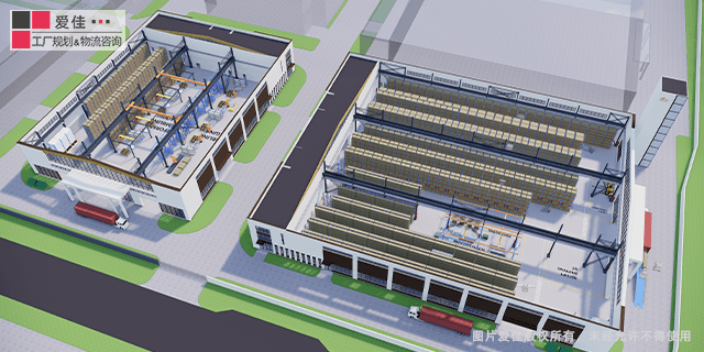
无论您的企业规模大小,我们提供量身定制的工厂规划咨询服务,让您的生产更加顺畅高效!智能工厂物流规划咨询案例
工厂物流规划的理念和原则工厂物流规划是指在工厂内部,通过对物料、信息和流程的规划和控制,实现生产过程中的物流协调和优化。其目的是提高生产效率,降低成本,提高产品质量和客户满意度。在工厂物流规划中,需要遵循以下理念和原则。系统化思维:工厂物流规划应该从整个系统的角度出发,考虑不同环节之间的关系和相互影响,建立起一个协调一致的系统。综合考虑:工厂物流规划需要综合考虑物料、信息、人员和设备等因素,通过优化生产流程和布局,实现资源的比较大利用。精益化原则:工厂物流规划应该以精益生产原则为指导,通过消除浪费和提高效率,实现生产过程的优化。预测性:工厂物流规划需要具备一定的预测性,根据市场需求、销售计划等因素,合理规划物料、人员和设备等资源,预防潜在问题的出现。灵活性:工厂物流规划需要具备一定的灵活性,能够在生产过程中对不同环节进行调整和改进,以适应市场的变化和需求。信息化:工厂物流规划需要依托信息技术,通过信息化系统实现对生产流程和物料流向的实时监控和管理,提高生产过程的透明度和可控性。持续改进:工厂物流规划需要实现持续改进,通过对生产过程的监测和分析,不断优化规划方案,提高生产效率和品质水平。智能工厂物流规划咨询案例
- 数字工厂物流规划咨询价格 2023-11-01
- 工厂物流设计咨询排行榜 2023-11-01
- 西藏工厂物流规划咨询排名 2023-11-01
- 车间工厂物流设计咨询服务 2023-11-01
- 新疆精益工厂物流规划咨询 2023-10-30
- 新建工厂设计咨询推荐 2023-10-24
- 重庆精益工厂物流规划咨询 2023-10-16
- 精益工厂物流设计咨询推荐 2023-10-16
- 精益工厂布局设计咨询比较 2023-10-16
- 宁夏工厂物流规划咨询顾问 2023-10-16
- 智能工厂布局设计咨询排行榜 2023-10-16
- 青海老工厂物流规划咨询优势 2023-10-16