
- 品牌
- 兆一
- 型号
- 齐全
- 产地
- 无锡
- 可售卖地
- 全国
单级反渗透设备的优缺点单级反渗透设备具有以下优点:1、高效:单级反渗透设备可以高效地去除水中的有害物质,从而得到高质量的纯净水。2、节能:单级反渗透设备采用高压泵进行水的推进,可以节约能源。3、安全:单级反渗透设备可以去除水中的微生物和有害物质,保证水的安全性。4、易于维护:单级反渗透设备结构简单,易于维护和清洗。但是单级反渗透设备也存在一些缺点:1、成本高:单级反渗透设备的成本较高,需要一定的投资。2、水流量小:单级反渗透设备的水流量较小,不能满足大量用水的需求。3、膜污染:单级反渗透设备的反渗透膜容易被污染,需要定期更换。食品反渗透设备可以提高食品的质量和安全性。杭州1T反渗透设备
反渗透设备
随着人们对健康和生活质量的要求提高,越来越多的家庭开始使用RO反渗透设备来净化自来水。RO反渗透设备可以去除自来水中的氯气、重金属和有机物等有害物质,使水更加清澈、甜美和安全。此外,RO反渗透设备还可以提供更好的口感和烹饪效果,使食物更加美味和营养。因此,越来越多的家庭开始意识到RO反渗透设备的重要性,并将其作为家庭水处理的优先设备。在工业和商业领域,RO反渗透设备也发挥着重要的作用。工业生产过程中需要大量的水,而RO反渗透设备可以提供高质量的工业用水,满足不同行业的需求。例如,电子、化工、制药和食品等行业对水质要求非常高,RO反渗透设备可以去除水中的微量离子和有机物,保证产品的质量和安全。此外,RO反渗透设备还可以用于海水淡化,将海水转化为可用的淡水资源,解决水资源短缺问题。无锡食品反渗透设备工作原理RO反渗透设备的预处理和后处理系统对设备性能有着重要影响,应根据不同应用场景进行合理的选型和配置。

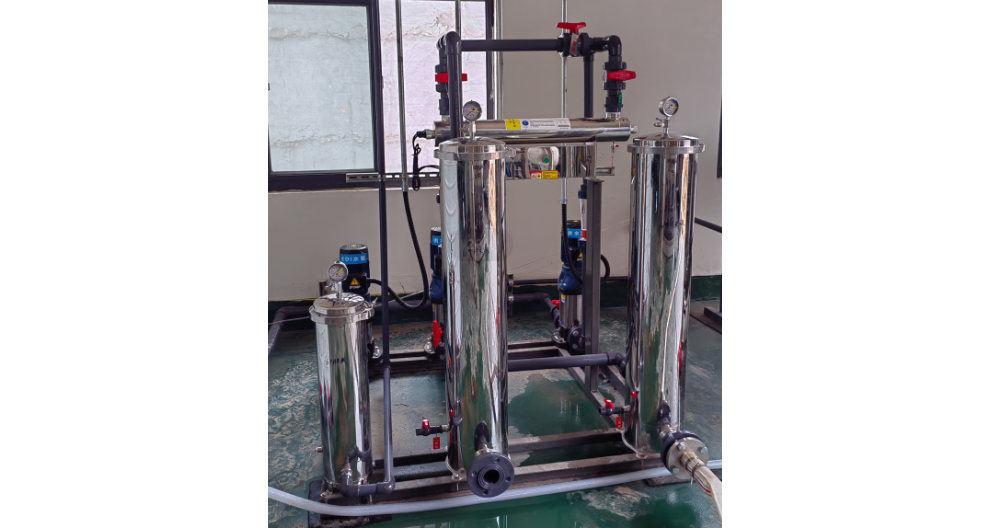
单级反渗透设备的结构单级反渗透设备主要由前置过滤器、高压泵、反渗透膜、压力容器、后置活性炭过滤器和控制系统等组成。前置过滤器:前置过滤器主要用于过滤水中的大颗粒杂质和悬浮物等,以保护反渗透膜不被堵塞。高压泵:高压泵主要用于提供足够的压力,将水推进到反渗透膜中进行分离。反渗透膜:反渗透膜是单级反渗透设备的重心部件,它是一种具有特殊孔径的膜材料,可以将水中的有害物质过滤掉,从而得到高质量的纯净水。压力容器:压力容器主要用于将反渗透膜封装在内,同时也可以调节反渗透膜的压力和流量等参数。后置活性炭过滤器:后置活性炭过滤器主要用于去除水中的异味和余氯等,从而提高水的口感和品质。控制系统:控制系统主要用于监测和控制单级反渗透设备的运行状态,包括水的流量、压力、温度等参数。
双极反渗透设备在工业废水处理方面也有广泛的应用。工业生产过程中会产生大量的废水,其中含有各种有害物质和污染物。传统的废水处理方法往往效果不佳,而双极反渗透设备可以通过将废水经过半透膜处理,将其中的有害物质和污染物去除,得到清洁的水。这种技术可以有效地减少工业废水对环境的污染,保护生态环境和人类健康。双极反渗透设备在饮用水净化方面也有重要的应用。随着工业化和城市化的发展,水源的污染问题越来越严重,饮用水的安全性受到了严重的威胁。食品加工企业必须使用食品反渗透设备对水进行处理,以确保食品的质量和安全性。
制药过程中,纯净的水是必不可少的原材料。反渗透设备可以去除水中的微生物、有机物和无机盐等杂质,确保制药过程中的水质纯净。这对于制药产品的质量和安全至关重要,同时也有助于提高制药过程的效率和可持续性。此外,反渗透设备还可以在电子行业中发挥重要作用。电子产品制造过程中,纯净的水是必不可少的。反渗透设备可以去除水中的微生物、颗粒物和化学物质等杂质,确保电子产品制造过程中的水质纯净。这对于提高电子产品的质量和可靠性至关重要。,反渗透设备在能源行业中也具有重要用途。食品反渗透设备可以减少食品加工过程中的化学物质使用。昆山餐饮反渗透设备工程
RO反渗透设备的主要应用领域包括饮用水处理、工业用水处理、海水淡化、医药和电子行业用水等。杭州1T反渗透设备
首先它可以有效去除水中的有害物质,如重金属、细菌、病毒和有机物等,从而保证水的安全和卫生。其次,RO反渗透设备可以根据需要调节水的品质,如去除水中的盐分、硬度和氯气等,使水更适合不同的用途,如饮用水、工业用水和农业用水等。此外,RO反渗透设备还具有节能、环保和易于操作等特点,可以有效降低水处理成本和减少对环境的污染。RO反渗透设备在家庭中的应用越来越普遍。随着人们对健康和生活质量的要求提高,越来越多的家庭开始使用RO反渗透设备来净化自来水。RO反渗透设备可以去除自来水中的氯气、重金属和有机物等有害物质,使水更加清澈、甜美和安全。杭州1T反渗透设备

双级反渗透设备在废水处理领域展现出巨大潜力。通过两级膜的浓缩作用,可将废水中的污染物浓度提高10-20倍,便于后续的蒸发结晶或化学沉淀处理,实现废水零排放。同时,从浓水中回收的贵重金属(如铬、镍、铜)和盐分(如氯化钠、硫酸钠)可创造明显的经济效益。例如,某电镀企业通过双级反渗透设备回收贵重金属,年增收50-100万元。双级反渗透设备采用模块化设计,安装调试周期短(通常1-2周),操作人员经简单培训即可上岗。系统配备自动清洗和故障诊断功能,可减少人工干预和停机时间。此外,反渗透膜的使用寿命长达3-5年(取决于水质和运行条件),更换成本较低。定期维护和清洗反渗透膜是保持设备高效运行的关键。河北食品...
- 杭州反渗透设备价格 2026-02-03
- 昆山EDI反渗透设备供应商 2026-02-03
- 上海反渗透设备价格 2025-09-03
- 河北反渗透设备 2025-09-03
- 常州双极反渗透设备批发 2025-09-03
- 无锡单级反渗透设备销售 2025-09-03
- 上海双极反渗透设备设计 2025-09-02
- 嘉兴游泳池反渗透设备厂家 2025-09-02
- 河南RO反渗透设备维保 2025-09-02
- 四川游泳池反渗透设备批发 2025-09-02


- 无锡RO反渗透设备系统 2025-09-02
- 南京EDI反渗透设备 2025-09-02
- 苏州一级反渗透设备厂家 2025-09-02
- 杭州RO反渗透设备设计 2025-09-02
- 嘉兴RO反渗透设备组成 2025-09-02
- 四川反渗透设备维保 2025-09-02





- 安徽卷帘空气过滤器设计 02-05
- 安徽自动卷帘空气过滤器 02-04
- 昆山风管式卷帘空气过滤器 02-04
- 常州手动卷帘空气过滤器多少钱 02-04
- 常州自动卷帘空气过滤器供应商 02-04
- 常州OEM卷帘空气过滤器供应商 02-04
- 安徽OEM卷帘空气过滤器维保 02-04
- 安徽ODM卷帘空气过滤器设计 02-04
- 吉林OEM卷帘空气过滤器厂家 02-04
- 上海风管式卷帘空气过滤器厂家 02-04