工业废水包括生产废水、生产污水及冷却水,是指工业生产过程中产生的废水和废液,其中含有随水流失的工业生产用料、中间产物、副产品以及生产过程中产生的污染物。工业废水治理指的是工业生产过程用过的水经过适当处理回用于生产或妥善地排放出厂,包括生产用水的管理和为便于治理废水而采取的措施。现阶段,化工企业在发展中,应该重视对污水的处理和排放,并且化工企业正处于转型的主要时期,因此还需要将污水的深度处理放在首要位置。这就需要选择适合的污水处理方法和技术,做好排出污水的处理和二次使用工作,以便降低对生态环境的污染,提升化工企业的经济效益和社会效益。臭氧催化反应器还可以应用于烟气处理中,减少烟囱排放的污染物。庞科臭氧催化反应器哪家好

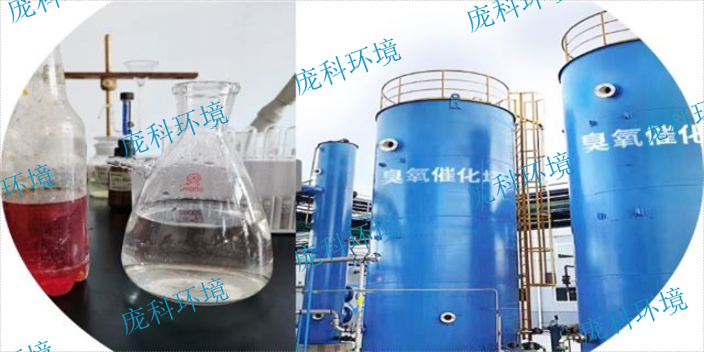
臭氧催化氧化技术是基于臭氧的高级氧化技术,它将臭氧的强氧化性和催化剂的吸附、催化特性结合起来,能较为有效地解决有机物降解不完全的问题。臭氧催化氧化技术按催化剂的相态分为均相臭氧催化氧化技术和多相臭氧催化氧化技术,在均相臭氧催化氧化技术技术中,催化剂分布均匀且催化活性高,作用机理清楚,易于研究和把握。但是它的缺点也很明显,催化剂混溶于水,导致其易流失、不易回收并产生二次污染,运行费用较高,增加了水处理成本。多相臭氧催化氧化技术法利用固体催化剂在常压下加速液相(或气相)的氧化反应,催化剂以固态存在,易于与水分离,二次污染少,简化了处理流程,因而越来越引起人们的普遍重视。河北工业臭氧催化氧化反应器生产商臭氧催化反应器的优化设计和性能提升是当前研究的重点和难点。
臭氧是一种不稳定的活性气体。在常温下会有一种特殊的气味,气体会呈现淡蓝色。臭氧在水中的氧化还原电位为2.07V,是目前只次于氟的第二强氧化剂。臭氧在废水处理中的应用主要利用了这一特点。就目前的情况来看,臭氧在水溶液中比在气相中分解得更快。臭氧在水中的分解主要受温度和pH值的影响。随着温度的不断升高,分解速度也在逐渐加快。当温度达到100°C以上时,分解会非常剧烈。当温度达到270°C以上时,会直接转化为氧气。pH值与分解速率也有直接的关系。常温下在空气中的分解半衰期为15~30分钟。
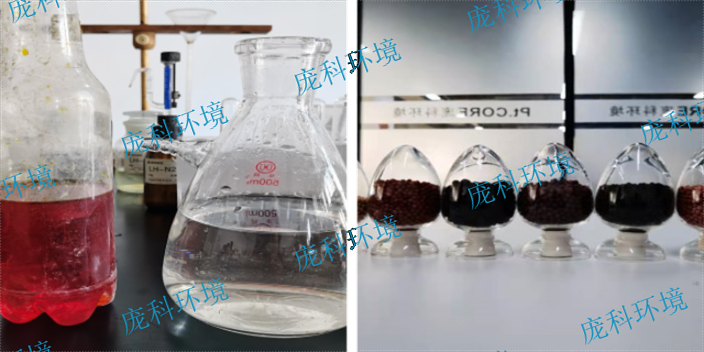
臭氧催化反应器用的催化剂:一、臭氧催化剂成分,该催化剂以具有活性的过渡金属/氧化物为催化组分,主要成分为改性活性氧化铝为载体,稀土组分(铜、锰、钴等)为活性成分等经过载体挤压成型、混合浸渍、低温干燥、高温焙烧等工序精制而成。二、臭氧催化剂效果作用,臭氧工艺中的臭氧具有不稳定性、易分解、利用率低等特点,所以需要用到臭氧催化剂,其效果和作用如下:1、加速臭氧的分解:加速臭氧反应速度,提升污水处理进程;2、反应充分:它可增加臭氧与污水的接触时间,使其反应更充分;3、吸附部分有机物,氧化有机物。臭氧催化反应器的反应效率受臭氧浓度、反应温度和氧气浓度等因素的影响。

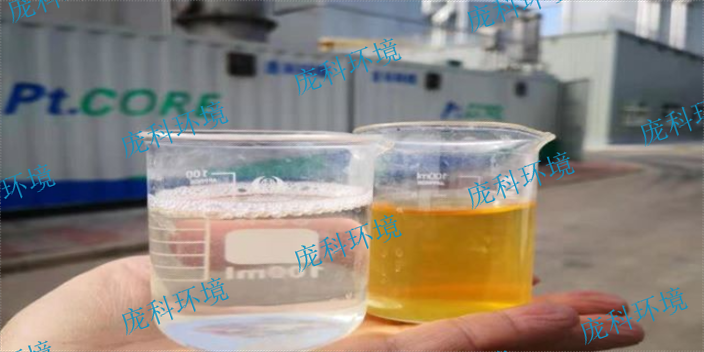
臭氧催化氧化技术:通过装填有新型复合臭氧催化剂的成套化多级臭氧催化氧化反应器,实现废水中特征有机污染物的低耗高效转化降解,达到提标减排和脱毒减害的目的。其中,新型复合臭氧催化剂通过复合金属掺杂大幅降低活性表面氧空位生成能垒,同时利用其络合吸附特性和配体供电子效应,构建活性金属高效转化循环,强化产生羟基自由基,有效提升小分子矿化率,实现了催化剂界面自清洁,克服了常规臭氧催化剂易钝化失活问题;新型多级高效臭氧催化氧化装置通过优化进水、进气方式增强气液初步混合效果,同时设置气泡切割层,实现气液二次分配,使大部分污染物在直接反应区实现快速降解。臭氧催化反应器是一种化学设备,利用臭氧气体进行催化反应。河北庞科臭氧催化反应器哪里有
臭氧催化反应器在应用过程中还需要注意处理废水和废气的问题。庞科臭氧催化反应器哪家好
臭氧催化氧化填料关键创新点有哪些?(1)采用复合多孔强度偏硅酸铝为催化载体,掺杂不易流失催化组分,提高催化剂的稳定性能。载体制备采用特殊粘合材料,机械强度大、使用寿命长。(2)精心筛选催化填料的载体及活性组分,采用过渡金属、稀有金属、稀土金属作为有效催化组分,保证臭氧氧化效应持续高效。(3)采用至少三种以上金属氧化物为催化组分,加强催化剂对不同废水的适应性的同时提高催化活性,高温烧结技术在保证活性组分高利用率高附着度的同时,减少催化填料流失率,防止二次污染。(4)催化填料强度高,催化填料无损耗,无需定期投加。(5)可以催化臭氧在水中的自分解,增加水中产生的OH 浓度,从而提高臭氧氧化效果,氧化效率比单纯臭氧氧化提高2~4倍。(6)降低反应活化能或改变反应历程,从而达到深度氧化、较大限度地去除有机污染物的目的。庞科臭氧催化反应器哪家好