- 品牌
- YAMAHA
- 型号
- 齐全
- 输入方式
- 触摸屏输入
- 产品认证
- 质量保障
- 外形尺寸
- 齐全
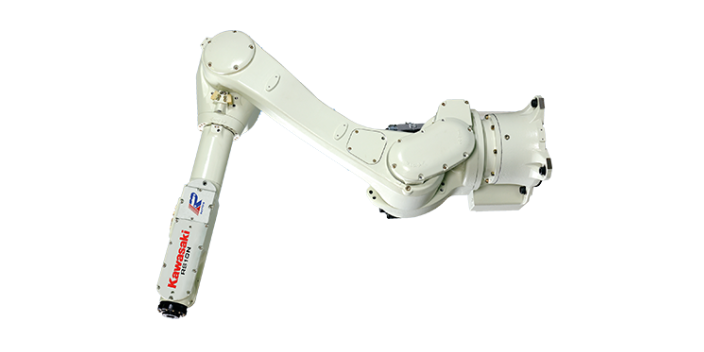
焊接机器人与焊接工作平台究竟有什么不同,一般焊接机器人指的便是一套设备,关键由机械臂总程、自动控制系统、示教育部门、悍机、送丝组织、焊枪等构成。而焊接人工作平台除开包含焊接机器人外,还就包含了许多輔助机器设备如轨道、变位机、旋转台、焊接追踪系统软件、安全防护网、清枪器、防护系统、外部设备等相互配合焊接机器人工作中的,前面一种**单纯性的一套焊接机器人,价钱也相对性划算,一般国内的几万块、進口的十多二十万元,就可以拿下,而焊接机器人工作平台价钱几十万至百多万元一套。焊接机器人工作平台1.机器人:接纳控制柜的数据信号,使焊抢抵达焊接部位等。2.机器人控制柜:接受外界数据信号,如:焊接、示教器、外界控制柜等,并将传输数据给机器人,使机器人进行焊接每日任务。3.焊枪:焊枪运用悍机的高电流量,高电压造成的发热量集聚在焊枪终端设备,溶化焊丝,溶化的焊丝渗入需焊接的位置,制冷后,被焊接的物件坚固的组合成一体。雅马哈“YK350TW”是悬挂结构,无需太大的安装空间,只要有宽500mm的空间即可安装。进口YAMAHA雅马哈单轴示教器型号

*8个月就宣告解散。“解散IM事业部”--事业部的成员们被常务突如其来的宣布惊呆了。1982年8月,***IM事业就这样短暂的谢幕了。解散IM事业部的一个原因,是国内摩托车市场的激烈竞争,也就是被世人喻为HY***(本田Honda与雅马哈YAMAHA的商战)影响了公司的经营。其中致命的原因是开发的机器人产品在性能、性价比方面得不到市场的认可,销售业绩不佳。于是,IM事业部一度退出了前台。**终留在生产技术部内的原IM成员*剩下8名。尽管如此,为了自己事业的存在不被忽视,绝不能就这样袖手等待。也就在那时,曾任加尼弗尼亚R&D中心主管的土屋加津彦回到了日本,被任命为技术本部技术课课长。土屋一回国就开始在公司内部寻找新业务的幼苗。面对土屋,原IM成员满腔热情地请求“无论如何希望使机器人事业继续下去”。日本YAMAHA多轴示教器功能雅马哈以“给全世界的人们提供心灵感动和丰富的生活”为目的。

3、我基本不太好担忧学不懂,学习工业机器人技术必须具有什么标准呢?学习工业机器人是必须一些机电工程层面的基本知识的,大家现阶段招收的目标基本上是机电专业的大专本科大学毕业生,或是从业机械加工行业一年之上的职高、中技生,针对电焊工和工业生产控制理论层面力量薄弱的学生,大家会在课程内容**初的几日分配学习电工技术,下面会根据PLC、触摸显示屏、伺服电机和变频调速器的学习来加强工控基础知识,工业机器人一部分又分为三个版块学习:(1)工业机器人基本实际操作与运用、(2)工业机器人线下三维仿真、(3)工业机器人典型性运用实例。塑造的是出色的机电工程师,而不仅是一名工业机器人应用工作人员。因此,大家期待您有一定的理论基础和勤于思考的学习精神实质。4、为何以ABB工业机器人为关键的课堂教学**品牌?ABB工业机器人是现阶段市场份额比较大的工业机器人**品牌,并且ABB工业机器人应用的范畴也十分普遍,在电焊焊接、堆垛运送、安装、喷漆、打磨抛光、数控车床左右料等生产制造行业,都是有ABB工业机器人的影子。
母程序与子程序执行时的常见问题应用RUN命令启动子程序时,必须留意以下几个方面。母程序若执行前行/后退,子程序也同歩执行前行/后退。*母程序需执行前行/后退时,必须在监控画面中完毕子程序后,再执行前行/后退。*子程序需执行前行/后退时,只必须挑选子程序执行前行/后退,不用完毕母程序。执行后退时,*执行姿势命令。在母程序与子程序中间应用存储器同歩执行后,在后退执行里将不同歩后退,这时母程序和子程序**执行后退。等候子程序完毕后,期待运行其他子程序时,应用存储器命令和等候命令按如下图所显示方法开展步态分析。下例中,早已在程序A的第7行中示教等候0.01 sec。这是由于在程序B中从执行R[1]=1后到程序运行完毕截止,必须消耗一定的解决時间。若在程序A中省去第7行的等候0.01 sec,则在执行第8行程序的时候会产生不正确警报。多个任务运行监管LCM100是为解决在制造工厂中客户所面临的消除浪费、降低成本提高生产率、提高产品质量等多种问题而开发的。

机器视觉技术作为计算机科学的一个重要分支,在近三十年中有迅猛的发展。由于机器视觉系统可以快速获取大量信息自动进行数据处理,易于同设计信息及加工控制信息集成,因此,在现代自动化生产过程中,机器视觉系统被***用于工况监视、成品检验和质量控制等领域。机器视觉系统的特点是可以提高生产的柔性和自动化程度。在一些不适合人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;另外,在大批量工业生产过程中,用机器视觉系统检查产品质量显然要比人工方式速度快,精度高,而且可以**提高生产效率和生产自动化程度。另外,机器视觉系统便于信息集成,是实现现代工业自动化的基础技术。***行业包装生产线的自动化程度很高,机器包装好的烟盒以每分钟500盒/分钟的速度经传送带输出。目前,绝大多数生产线还是采用人工筛选包装不合格的产品。如果用视觉识别系统取代人工进行在线检测,不仅可以减轻工人劳动强度,而且将减少次品和提高生产效率。但是,机器视觉系统也有它的局限性,因此,对于不同的检测对象要具体分析,采取不同的检测方案。使用雅马哈YK-TW时,采用混合动力汽车和飞机使用的旋转变压器。日本雅马哈直线电机华东地区代理
由于LCMR200可以通过程序来变更停止位置,实现了“无换产调整作业”,因此我们收到了预期效果。进口YAMAHA雅马哈单轴示教器型号
控制装置通气口的清洁。控制装置的通气口上若粘附大量灰尘,会严重影响控制器、通信装置的有效散热,应定期检查并将其***掉。观察机构部电缆的可动部,检查电缆的包覆有无损伤,是否发生局部弯曲或扭曲。检查各电机以及配线板的连接器是否松动。确认示教器连接电缆无过度的扭曲。确认控制装置以及**设备无异常。紧固末端执行器安装螺栓、工业机器人设置螺栓,检修松脱的螺栓,将露出在工业机器人外部的螺栓全部加以紧固。安装螺栓时,要采用建议的安装力矩。因为有的螺栓上涂敷有防松接合剂,当使用建议安装力矩以上的力矩紧固时,可能会导致防松接合剂脱落,所以务必使用建议安装力矩加以紧固。机械式制动器、机械式可变制动器的检修。要检查制动器固定螺栓是否松动,如果松动需予以紧固。特别要检查J1轴振子制动器固定螺栓是否松动,确认振子制动器的旋转是否平顺。运转结束时,应当操作工业机器人返回适当的位置,并切断控制装置的电源,防止机器人本体龟裂或损坏。进口YAMAHA雅马哈单轴示教器型号
- 智能雅马哈水平多关节型机器人型号 2026-05-07
- 日本雅马哈水平多关节型机器人YK610XE-10 2026-05-07
- 进口YAMAHA直线电机型号 2026-05-06
- 日本雅马哈线性模组代理 2026-05-06
- 工业YAMAHA雅马哈步进马达单轴机器人 2026-05-06
- 自动化YAMAHA雅马哈机器人功能 2026-05-06
- 智能YAMAHA直线电机华东地区代理 2026-05-06
- 雅马哈水平多关节型机器人直供 2026-05-05
- YAMAHA雅马哈步进马达单轴机器人 2026-05-05
- 日本YAMAHA直线电机 2026-05-05
- 日本雅马哈组合机器人功能 2026-05-05
- 自动化YAMAHA机械手华东地区代理 2026-05-05