- 品牌
- 上海众邦
- 型号
- FL2032
挤出PVDF时必须使用经过淬火和硬化的良好工具钢或新的3号钢螺杆。严格控制高温PVDF与铜,二氧化硅硅油或其他高温油脂的接触,以避免PVDF的过早分解。尽管PVDF具有宽的加工温度范围和良好的热稳定性,但是如果温度太高,长期滞留料简或剪切速率太高,PVDF也会变色或降解。因此,在加工过程中温度,停留时间和剪切速率不应太高。如果为了临时处理生产问题或简化维护,PVDF树脂没办法需要长时间留在设备中,温度需要降低到175°C以下。浙氟龙®锂电级聚偏氟乙烯FL2000是一种高粘度等级聚偏氟乙烯均聚物,锂电池应用中赋予浆料较好的粘结效果。辽宁挤塑级聚偏氟乙烯常见问题

FL2001特征均聚物,中等粘度,应用电池粘结剂,外形白色粉末,项目典型值试验方法,FL2001物理性质密度(g/cc)1.77~1.79ASTMD792粒径(μm)(D50)≤110HG/T2901含水率(%)≤0.10GB/T6284溶解特性旋转粘度(mPa.s)9,000-14,0001gPVDF:10gNMP,3号转子,25℃,GB/T10247分子特性重均分子量(Da)≥1,200,000GB/T21864热性能熔点(℃)160~170GB/T19466金属杂质Zn锌(ppm)≤10HG/T3944Ni镍(ppm)≤10HG/T3944Fe铁(ppm)≤10HG/T3944Cr铬(ppm)≤10HG/T3944。安徽离岸管道级聚偏氟乙烯欢迎选购聚偏氟乙烯其聚合物链段上交替排列的CH2和CF2基团又赋予PVDF独特的极性并影响了材料的溶解性和介电性能。
FL2611特征共聚物、低熔体粘度,应用注塑、粉末涂料,外形白色粉末/白色半透明颗粒,项目典型值试验方法,密度(g/cc)D792熔体流动速率(g/10min)20~30负荷5kg,230℃ASTMD1238水含量(%)≤62线性成型收缩率(cm/cm)分子量(WDa)18~22GPC,DMF,ISO16014特性粘度(dl/g)℃,DMAC分子量分布16014拉伸模量()(MPa)800~D638屈服强度()(MPa)20~3550mm/min,ASTMD638断裂强度()(MPa)20~3050mm/min,ASTMD638屈服伸长率(%)10~2050mm/min,ASTMD638断裂伸长率(%)≥30050mm/min,ASTMD638硬度,ShoreD()65~75ASTMD2240熔点(℃)130~140ASTMD3418分解温度(℃)≥3501%。
而在热致相分离法(TIPS)中,还有比较关键的一步,是选择合适萃取剂。通常选用的的萃取剂有:水、醇、酮或环已烷等一些极性溶剂。萃取剂的选择也会影响微孔膜的孔径、孔形状、孔隙率等。如果溶剂萃取不完全,形成的结构会有绒边,所以往往选择和溶剂相容性好的萃取剂。而如果选用易挥发的萃取剂,则形成的微孔结构容易坍塌。所以在实验中,从成本和有效性考虑,选择乙醇作为热致相分离法的草取剂。另外,降温速度也是影响微孔膜微观结构的一项重要因素。冷却速度越快,容易形成过冷度,晶核生长速度过快,形成球晶小且多,不利于球晶的生长。而如果冷却温度比较低,则有足够的时间结晶,形成比较规整的球晶,并且球晶尺寸较小。PVDF耐辐射性:具有优异的抗y射线、紫外线辐射和耐老化性能,其薄膜长期置于室外不变脆,不龟裂。
使用聚丙烯腈-乙二醇二甲基丙烯酸酯(Poly(AN-co-PEGDMA))对聚偏氟乙烯进行改性,以得到高孔隙率的电池隔膜,制备得到的隔膜同时能充当锂离子电池的电解质。用分散聚合方法制备一种聚合物(Poly(AN-co-PEGDMA)),以偶氮二异丁腈(AIBN)为引发剂,参与聚合反应的分别是单体丙烯腈(AN)和大分子单体聚乙二醇二甲基丙烯酸酯(PEGDMA)。采用红外光谱对制得的聚合物进行结构表征。结果表明两个单体成功聚合,聚乙二醇二甲基丙烯酸酯带有亲介质基团的大分子单体,起到一个很好的稳定剂的作用。尽管PVDF具有优良的阻燃与抑烟性能,当PVDF遇到火时,仍会释放出有毒的氟化氢和氟碳有机化合物。辽宁挤塑级聚偏氟乙烯特征
纤维素衍生物和聚乙烯醇,减缓聚合物颗粒结团,防止生成的聚偏氟乙烯分离沉淀。辽宁挤塑级聚偏氟乙烯常见问题
聚偏氟乙烯(PVDF)为半结晶高分子聚合物,其分子结构简式为:从分子结构上来讲,是一个碳上的两个氢原子被两个氟原子取代,而由于氟原子外层为七个电子,具有较强的电负性,极性比较强,而两个氟原子之间也相互排斥,所以氟原子与氢原子之间不能处在同一个平面之上,从而使得PVDF分子链处于螺旋状2。一般情况下,PVDF的分子链排布为头尾相接,但是也会存在一些分子缺陷,出现头头结构,或者尾尾结构。正是由于出现了这种头头结构和尾尾结构,才导致PVDF的偶极矩比较大,又因为PVDF属于半结晶聚合物,所以使得PVDF有很多优良特性,例如:溶解性能、电性能、溶胀性能等。辽宁挤塑级聚偏氟乙烯常见问题
模塑成型一般先将PVDF粒料放在烘箱或预热炉中预热,预热温度215~235摄氏度,然后将预热好的物料加到事先预热好的180~195摄氏度的模具中,在14MPa下施压、保压,保压时间视熔融和流动所需时间而定。厚壁制品必须保压冷却到90摄氏度以下才能脱模,以避免制品产生真空气泡或发生变形。传递模塑成型一般先采用挤出机塑化,然后将物料输送到储料缸中,通过柱塞泵将储料缸中的物料注入到模具里,并保压冷却。不管是模塑成型还是传递成型,主要用来生产体积较大、壁厚较厚的产品。其它加工方法加工PVDF还可采用浸渍、共挤出、复合等加工工艺。PVDF在310℃以下热稳定性良好。在310~320℃的环境下长时间放置,...
- 辽宁挤塑级聚偏氟乙烯材料区别 2026-03-22
- 高粘度聚偏氟乙烯哪家好 2026-03-22
- 离岸管道级聚偏氟乙烯诚信经营 2026-03-22
- 河南隔膜级聚偏氟乙烯特征 2026-03-20
- 陕西模压级聚偏氟乙烯售后服务 2026-03-20
- 陕西挤塑级聚偏氟乙烯技术指导 2026-03-19
- 四川挤出级聚偏氟乙烯常见问题 2026-03-19
- 陕西挤出级聚偏氟乙烯欢迎选购 2026-03-19
- 北京挤塑级聚偏氟乙烯厂家供应 2026-03-19
- 注塑级聚偏氟乙烯诚信经营 2026-03-19




- 重庆隔膜级聚偏氟乙烯哪里买 2026-03-18
- 北京高粘度聚偏氟乙烯 2026-03-18
- 河南高粘度聚偏氟乙烯诚信经营 2026-03-18
- 安徽挤塑级聚偏氟乙烯市场报价 2026-03-17
- 重庆锂电级聚偏氟乙烯材料区别 2026-03-17
- 安徽锂电池粘结剂级聚偏氟乙烯技术指导 2026-03-17

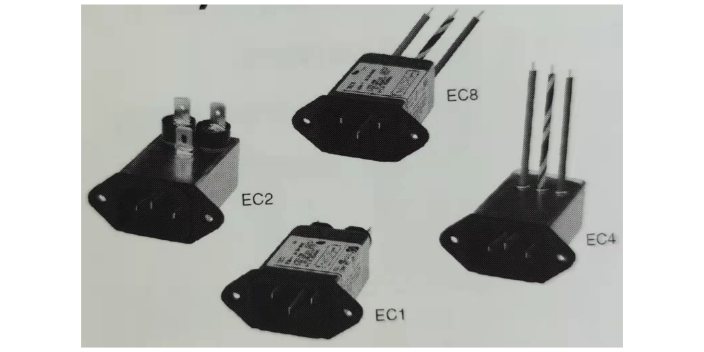
- 广东IEC插座式滤波器工程技术 03-22
- 浙江成本效益滤波器技术指导 03-22
- 辽宁挤塑级聚偏氟乙烯材料区别 03-22
- 高粘度聚偏氟乙烯哪家好 03-22
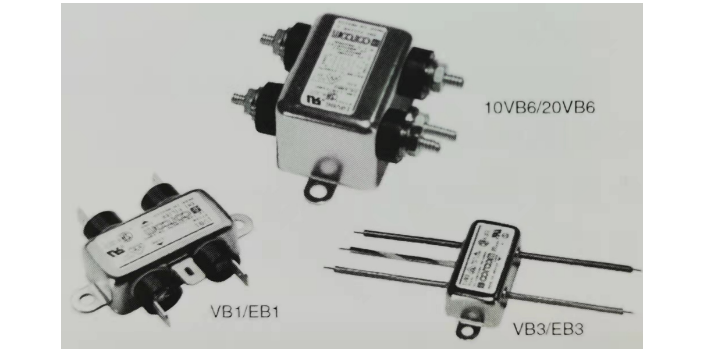
- 上海大电流滤波器工程技术 03-22
- 浙江单相滤波器 03-22
- 北京三相滤波器厂家价格 03-22
- 离岸管道级聚偏氟乙烯诚信经营 03-22
- 江苏三相滤波器哪里买 03-22
- 广东单相滤波器欢迎选购 03-21