- 品牌
- 永乐
- 型号
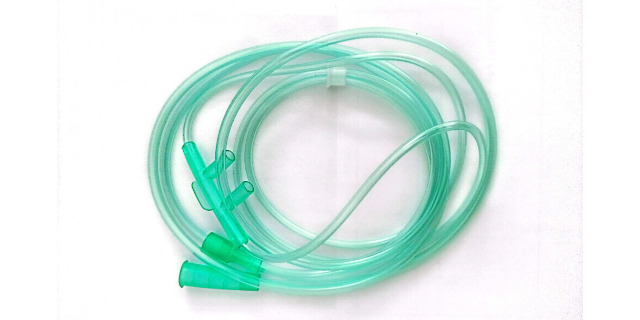
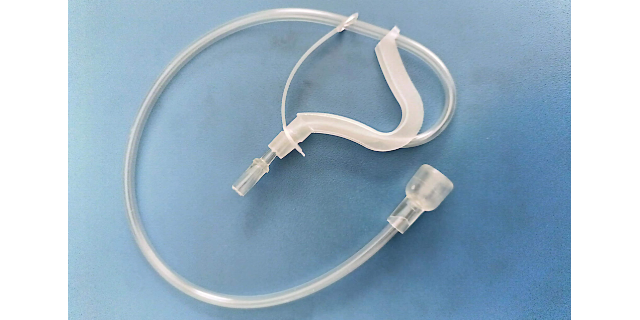
- 双鼻架、单鼻塞、耳挂式
鼻导管或鼻塞阻塞临床上多数由于呼吸道分泌物增多而导致鼻导管阻塞。氧气管与湿化瓶连续不紧密管道脱落。由于一次性输氧管接头与湿化瓶接头不配套或患者活动时将管道与湿化瓶分离未及时发现而导致无效给氧。忽视氧气压力表与流量的正相关系改变:吸氧过程中随着压力表压力的下降其流量也会发生变化这种状况在压力较低的情况下尤其突出。在临床急诊抢救和转运危重病人的过程中常用的供氧装置是氧气枕而在使用中随着内部压力的下降而影响了吸氧流量造成病人不能有效的吸氧。气管切开时给氧管太粗由于给氧管太粗使气管导管孔被大部分占据这样一方面不利于肺内气体的交换另一方面对气道内分泌物引流不利。水泡式湿化器产生蒸汽太少温度越低水蒸气产生越少达不到湿化给氧的要求。临床上观察给氧效果指标不明确给氧前后不作对照记录。对策:保持呼吸道通畅及时吸痰为减少对呼吸道的刺激及气道损伤我们在出现以下情况时进行及时、彻底吸痰。呼吸时有痰鸣音;在肺可闻及啰音;PaO2、SaO2下降。选择合适的鼻导管及鼻塞颅底骨折有脑脊液耳漏时不宜用鼻导管及鼻塞给氧以免脑脊液逆液导致颅内必要时管切开给氧。 对于一些患有呼吸系统疾病、心肺功能不全、高原反应等病症的患者,鼻氧管可以提供氧气支持,改善缺氧症状。吉林单侧鼻氧管生产厂家

鼻氧管气流阻力抗扁瘪性测试仪(NOC-01),严格按照YY/T1536-2017鼻氧管测试标准上面的规定进行的测试。YY/T1536-2017是提出更新的标准,内容规定了鼻氧管(成人鼻氧管、儿童鼻氧管)的气流阻力、抗扁瘪性的测试方法。鼻氧管气流阻力抗扁瘪性测试仪(NOC-01),采用进口高精度压力控制元件、压力监测元件及流量测量仪器,能够精确测试鼻氧管气流阻力以及抗扁瘪性的测试要求。设备原流阻力:调节好试验压力及额定流量后记录鼻氧管插接前后压力值变化(△P=P2-P1)即为气流阻力。抗扁瘪性:在完成气流阻力试验基础上,将鼻氧管末端弯曲成U形,稳定后记录流量的变化(△Q=Q1-Q2).通畅性:能在正常氧气压力下保证不少于15L/分的氧流量通过。试验方法。具体详见4试样的制备部分。。连入气源将外部起源(小于)插接到仪器气源接口。如图1示。试验压力调节旋转仪器中部开关旋钮,点击压力表开关,观察此时供气压力,调整压力值为200kPa±10kPa。流量调整调整流量调整旋钮,观察流量计满足10L/min±。开始时间A气流阻力试验:调节好试验压力及额定流量后记录鼻氧管插接前后压力值变化(△P=P2-P1)即为气流阻力。B抗扁瘪性:在完成气流阻力试验基础上,将鼻氧管末端弯曲成U形。安徽无菌鼻氧管鼻氧管的导管应能承受20kPa负压,无扁瘪。

⑤公司制订了进入洁净区人员的净化程序。进入洁净区的操作人员,进入一更衣间,在换鞋柜处脱去外衣放入衣柜中,将非工作鞋换成洁净区工作鞋,洗手,进入二更衣室穿洁净服,通过缓冲区进行手消毒,进入洁净区操作间。洁净区人员不能化妆、不得佩带饰物操作。一更间设内洗手、烘手器。缓冲区设喷淋式手消毒器等,使人员得到充分净化。人员通道(洁净通道)与生产功能间净化级别相等,人员经过通道进入各自的净化工作间。⑥原料进入生产线首先进入脱包间,脱包后经互锁传递窗进行紫外线消毒灭菌后进入车间(10万级),在同等净化级别的洁净区内,通过单门传递窗进入各个生产功能间,加工过程中一直在10万级区内进行,直到完成内包装后,再通过双开门互锁传递窗,传到外包间(非净化区),经过外包制成的成品传送到成品库。⑦生产区不得存放非生产用品,不准带入生活用品和私人杂物,生产中的废弃物随时清理。生活垃圾、生产垃圾分开堆放、处理。
本实用新型涉及医疗器材技术领域,尤其涉及一种可调式鼻氧管头。背景技术:传统鼻氧管头又称鼻塞,与输氧系统连接供人体吸氧用,使用时将鼻氧管头塞进鼻孔即可吸氧。众所周知,鼻氧管头要根据大人、小孩、婴儿等不同使用者的鼻孔距离来设置不同的型号,不同型号的鼻氧管头大小不同。这样的设计一是给鼻氧管头的制造环节增加了难度,首先要根据鼻氧管头的型号设计不同大小的模具,造成了模具资源的浪费,其次,又增加了模具切换、生产管理、订单管理、库存管理等一系列问题,给鼻氧管头的制造商带来不必要的麻烦;再者,给鼻氧管头的经销商及使用者也造成了困扰,经销商及医院要同时准备不同型号的鼻氧管头,并且保证库存量,才不会导致使用者没有合适的鼻氧管头这种状况。此外,为了与鼻头角度匹配,传统鼻氧管头自身带有一个固定的弧度,也就无法调节两个吸氧孔的角度,对于不同情况的使用者来说,并不能使鼻氧管头与使用者完美匹配,经常会造成氧气的流失浪费。而为了使鼻氧管头带有一定的弧度,生产传统鼻氧管头的模具也要带有一个曲面,结构较为复杂,无论是模具加工还是鼻氧管头成型工艺都影响了鼻氧管头的生产效率。一次性使用鼻氧管,与供氧系统配套,供人体吸入氧气用。
扬州市永安公司在本年度制订有年度培训计划,内容有培训对象、培训时间、培训内容、授课人、考核方式。公司已对人员组织了以下培训:1)对全体职工进行了相关法律法规、公司文件系统、公司各项管理制度等相关法律法规知识培训。由公司管理人员、技术人员、外聘授课,并进行考试。2)对生产技术、设备、质量、物料、行政办公管理人员进行生产管理、设备管理、物料管理、行政管理等管理文件的培训。3)对生产管理、生产操作人员进行了生产管理、生产和设备标准操作法、标准清洁规程的岗位培训。4)对洁净区操作人员、清洁人员、设备维修人员及其他辅助人6员进行了卫生学、微生物学及安全防护知识的培训。一些需要长时间卧床或康复的患者,鼻氧管可以提供持续的氧气支持,促进身体的恢复。浙江医用鼻氧管厂家直销
鼻氧管具有不同的规格和型号,适用于不同年龄和病情的患者。吉林单侧鼻氧管生产厂家
所以综上所述,急需要一种不易脱落、氧气利用率高、能提供正压通气、能匹配患者鼻部、贴合性较好的3d打印高流量鼻氧管,而关于这种新型氧气管,目前还未见报道。技术实现要素:本实用新型的目的是,提供一种改进的3d打印高流量鼻氧。为实现上述目的,本实用新型采取的技术方案是:一种改进的3d打印高流量鼻氧管,由连接头、鼻氧管本体、软套环耳挂组成,所述鼻氧管本体由鼻头外沿、鼻头底座两部分组成,所述鼻头外沿的两侧边缘向内弯曲,在边缘的外侧设有两个软套环耳挂,所述鼻头底座设为中空结构,在鼻头底座的表面设有两个吸氧孔,所述鼻头底座的上部边缘与鼻头外沿的底部边缘固定连接在一起;所述的连接头内部为中空结构,且与鼻头底座固定连接。在上述的一种改进的3d打印高流量鼻氧管中,作为一个方案,所述鼻氧管上的鼻氧孔的输出口径与患者的鼻孔口径相匹配。本实用新型优点在于:1、本实用新型的鼻头外沿的两侧边缘向内弯曲形成卷边结构,该结构能够包裹鼻尖及双侧鼻翼,使鼻氧管与人的鼻子更加贴近,减小了鼻氧管与鼻子之间的缝隙,而且能提供正压通气,增加氧气的吸入量,提高了氧气的利用率。吉林单侧鼻氧管生产厂家
- 甘肃硅胶鼻氧管市场报价 2026-05-05
- 河南通用型鼻氧管生产厂家 2026-05-05
- 河北医用鼻氧管市场报价 2026-05-05
- 黑龙江鼻氧管生产厂家 2026-05-05
- 湖北无菌鼻氧管产地货源 2026-05-05
- 海南高流量鼻氧管市场报价 2026-05-05
- 江西湿化鼻氧管产地货源 2026-05-05
- 湖北高流量鼻氧管产地货源 2026-05-05