对于 150~300W 的 LED 工矿灯,因散热功率更高,需采用更大尺寸的铲齿结构(齿高 18~25mm、齿间距 1.5~2mm),同时搭配轴流风扇(风速 3~5m/s)实现强制风冷,风扇与散热器之间采用卡扣式连接,便于维护;部分高级产品还在铲齿间隙设置导流罩,引导气流均匀流经齿面,避免局部热点。...
铲齿散热器基本参数
- 品牌
- 锦航
- 型号
- 新能源散热器
- 加工定制
- 是
铲齿散热器企业商机
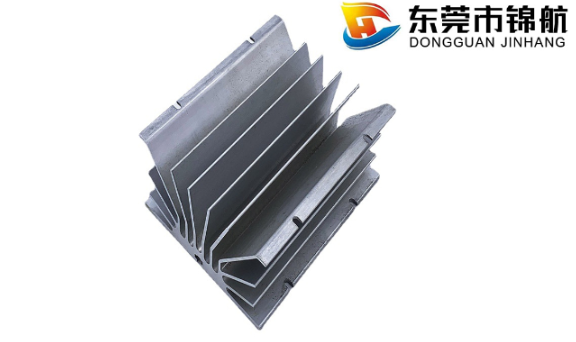
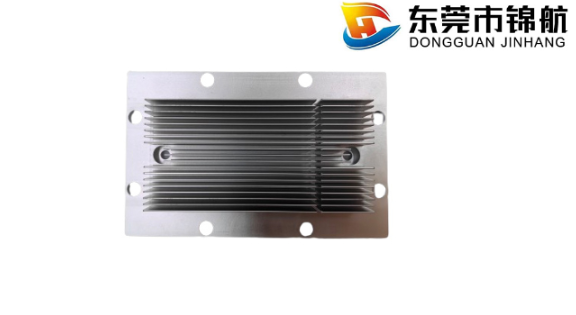
铲齿也称Skiving技术,就是把铝板或铜板通过铲齿铲片机切割出标准间距,一定片厚及片高的散热片。由于采用了高精密的切削技术,一体化成形的,相对其他的加工方式,同样体积原材料能切削出更大的散热面积,传热递的性能更稳定,比较一般的插片散热器可提升15-35%的散热功能,铲齿散热器不但提高了散热的效率,而且还延长发热元器件的使用寿命。由于齿片与基板属于同一材料,因此散热齿片与基板之间没有接触热阻,齿片高度与齿片间距的比值很大。(铜可以达到25,铝可以达到60),所以切割的散热片薄而致密,同时也增加了散热面积。即使风量减少,散热器仍能达到良好的散热效果,从而降低了风扇所产生的噪音,并能在有限的空间内散发大量的热量,从而满足散热要求。高密齿铲齿散热器优势:(1)铲齿散热器具有更高的散热片密度,增加了散热面积,提高了散热性能。(2)铲齿散热器的齿板高度可达120mm,完全满足大多数散热器的生产需要。(3)铲齿散热器的齿可以做得更薄,一般为,这样可以使散热器更轻。(4)铲齿散热器是在原材料上铲起来的,因此散热性能不受损害,能达到原材料100%的散热效率,不会有松动和脱落的情况发生,更能提高机器运行的可靠性。(5)铲齿散热器的兼容性高。 30. 铲齿散热器的设计可以帮助用户轻松进行安装和拆卸。深圳汽车铲齿散热器加工

CPU水冷散热器是指使用液体在泵的带动下循环带走散热器的热量,与风冷相比具有安静、降温稳定、对环境依赖小等。水冷散热器的散热性能与其中散热液(水或其他液体)流速成正比,制冷液的流速又与制冷系统水泵功率相关。而且水的热容量大,这就使得水冷制冷系统有着很好的热负载能力。相当于风冷系统的5倍,导致的直接好处就是CPU工作温度曲线非常平缓。比如,使用风冷散热器的系统在运行CPU负载较大的程序时会在短时间内出现温度热尖峰,或有可能超出CPU警戒温度,而水冷散热系统则由于热容量大,热波动相对要小得多。中文名CPU水冷散热器外文名CPUwatercoolingradiator类型散热器特点安静、对环境依赖小等作用散热目录1原理2安装3作用4现状CPU水冷散热器原理编辑从水冷散热原理来看,可以分为主动式水冷和被动式水冷两大类。主动式水冷除了在具备水冷散热器全部配件外,另外还需要安装散热风扇来辅助散热,这样能够使散热效果得到不小的提升,这一水冷方式适合发烧DIY超频玩家使用。被动式水冷则不安装任何散热风扇,只靠水冷散热器本身来进行散热,**多是增加一些散热片来辅助散热,该水冷方式比主动式水冷效果差一些,但可以做到完全静音效果。六安光学铲齿散热器报价铲齿散热器可以降低设备的工作温度,延长使用寿命。

铲齿散热器是一种高效率、节能的散热器,其设计要点是散热器的铲齿结构。这种散热器的生产通常需要经过以下几个步骤:1.设计设计出铲齿散热器的结构和规格,包括尺寸、形状、材质等。设计师需要考虑到散热器的散热性能、使用成本、生产难度等因素,确保散热器能够达到预期的效果。2.制造制造铲齿散热器的过程需要严格的质量管控和流程管理。生产过程中需要进行散热器的原材料选择、模具制作、机械自动化生产等一系列严格的测试和检测,以确保产品的质量和性能。3.包装和运输完成制造后,铲齿散热器需要进行包装和运输。包装材料需要符合环境保护要求,以确保散热器能够安全地运输和存放。4.测试和认证生产完成后,需要进行散热器的散热性能、使用寿命、安全性能等多个方面的测试和认证,以确保散热器符合相关标准。
3、减少挤压力为了防止模具断齿应尽量减少挤压力,而挤压力与铸锭的长、合金变形抗力的大小、铸锭的状态、变形程度的大小等因素有关。因此挤压散热铝型材的铸棒不宜太长,约为正常铸棒长度的(——)。特别是在试模和挤压根铸棒时,为确保能顺利生产出合格的产品,用更短的铸棒,即正常铸棒长度(——)倍的铸棒来试模。对于形状复杂的散热大喊型材断面,除了缩短铸棒的长度外,还可考虑用纯铝短铸做次试挤压,试挤成功后再用正常铸锭进行挤压生产。铸锭均匀化退火不仅可以使结构和性能均匀,而且可以提高挤压性能和降低挤压力,所以要求铸锭必须均匀化退火。至于变形程度的影响,由于散热器型材的断面积一般都比较大,挤压系数一般在40以内,因此其影响较小。4、挤压工艺散热器型材生产的关键是挤压模具的试模,有条件的话,可以先在电脑上做模拟试验,看模具设计的工作带是否合理,然后在挤压机上试模。次试模十分重要,操作手要让主柱塞前进上压时在低于8MPa的低压力下慢速前进,有人用电筒光线照看模具出口处,等挤压模具的每一个散热片都均匀挤压模孔后,才能逐渐加压加速进行挤压。试模成功后继续挤压时,应注意管制好挤压速度,做到平稳操作。 19. 铲齿散热器的设计可以保护CPU免受过热的损害。

2、对模具的要求因为散热器型材的模具都是许多细长的齿,要承受很大的挤压力,每个齿都要有很高的强度和韧性,如果彼此之间的性能有很大的差异,就容易使强度或韧性差的那些齿产生断裂。因此模具钢材的质量必须可靠,使用质量可靠的厂家生产的H13钢材,或选用好的进口钢材。模具的热处理十分重要,要用真空加热淬火,采用压力的纯氮淬火,可以保证淬火后模具的各部分性能均匀。淬火后要采取三次回火,使模具的硬度保证在HRC48——52的前提下,具有足够的韧性。这是防止模具断齿的重要条件。散热器型材要能顺利挤压成功,关键是模具的设计要合理,制造要精确。一般尽量避免铸锭直接挤压到模具工作带上。对于扁宽的梳形散热器型材,设计一个中间较小、两边较大的导流模,使金属往两边流,减少模具工作带上的挤压力,而且使其压力分布均匀。由于散热器型材断面的壁厚差大,设计模具工作带时要相应保持它们的差别,即壁厚大的地方工作带要特别加大,可以大到20mm——30mm,而齿尖的位置要突破常规,把工作带减到较小。总之要保证金属在各处流动的均匀性。对于扁宽形散热器,为保证模具有一定的刚度,模具的厚度要适当增加。厚度增加量约30%——60%。模具的制作也要十分精细。 铲齿散热器具有稳定的散热性能和高安全性能。广州热管铲齿散热器设计
铲齿散热器的设计可以帮助用户提高CPU的超频能力。深圳汽车铲齿散热器加工
13个回答选CPU散热器什么样的设计原理的散热器更好呢市场上散热器答:看似很简单的问题,其实有点复杂随便说说。。。。。。接触面抛光,薄薄一层导热材料即可(别信什么硅胶里含金、银、钻石),铜肯定比铝散热效果好,加工工艺(压铸型+折叠鳍/冲压薄鳍,薄鳍散热面积大),热管技术(太细太粗都不好),热管跟散热片及CPU接触那里的连接方式(这点非常重要),风扇方向(侧吹对CPU散热好,下压式对CPU周边原件散热好),风扇转速(1000转左右很安静,3000转很烦人,12cm左右的)。别被风扇的个头唬住,小体积风扇设计好的话一样散热效果好,如果机箱空间很大可以选在大体积散热器,买之前看下主板CPU供电区、北桥散热片是否碍事。个人喜欢酷冷至尊V4(注意是V4,不带+),如果方便换风扇就好了,但对于普通用户很够用。其实intel原2020-08-29浏览(465)15个回答北京东方维拉散热器是属于**暖气片品牌里面的么答:当然是的呀。我给你看。。中国散热器**品牌排名啊1维拉散热器,(****品牌,中国***品牌,奥运鸟巢、盘古七星***散热器,北京东方维拉科技有限公司)2森德zehnder(世界**散热器的**。 深圳汽车铲齿散热器加工
东莞市锦航五金制品有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的汽摩及配件中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来东莞市锦航五金制品供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
与铲齿散热器相关的文章
1060型材铲齿散热器工艺
- 广东6063未时效型材铲齿散热器设计 2026-01-01
- 山西铝型材铲齿散热器厂家 2026-01-01
- 东莞水冷铲齿散热器设计 2026-01-01
- 合肥6063未时效型材铲齿散热器 2026-01-01
- 惠州铜料铲齿散热器生产 2026-01-01
- 深圳水冷铲齿散热器批发 2026-01-01
- 电子铲齿散热器厂家 2026-01-01
- 六安铲齿散热器材质 2026-01-01
- 东莞热管铲齿散热器材质 2025-12-31
- 铜料铲齿散热器生产 2025-12-31
- 山西铲齿散热器加工 2025-12-31
- 东莞汽车铲齿散热器定制 2025-12-31
与铲齿散热器相关的产品

与铲齿散热器相关的新闻
-
惠州汽车铲齿散热器工艺 2025-12-31 18:11:08汽车电子设备(如车载充电器 OBC、DC-DC 转换器、电机控制器)需在高温(发动机舱温度可达 120℃)、振动(10~2000Hz)、湿度变化大的环境下工作,铲齿散热器需具备耐高温、抗振动、轻量化的特性,适配汽车行业的严格标准(如 ISO 16750)。在车载充电器(OBC,功率 3.3~22kW...
-
安徽电子铲齿散热器厂家 2025-12-31 01:04:19在一些特殊场景下,如设备突发故障导致温度骤升、临时增加设备功率等,需要快速、有效的应急散热解决方案,东莞市锦航五金制品有限公司的铲齿散热器凭借灵活的定制化能力与快速响应服务,能为客户提供应急散热支持。锦航建立了应急生产预案,针对客户的紧急需求,开通绿色生产通道,优先安排研发、生产与检测资源,缩短产品...
-
太原电子铲齿散热器材质 2025-12-31 21:05:37散热器与变频器外壳之间采用密封胶条(如硅橡胶)密封,防护等级达到 IP54,避免油污侵入。对于 PLC 设备中的小型功率模块(散热功率 20~50W),空间受限(通常安装在导轨上),需采用紧凑型铲齿散热器(尺寸≤100mm×50mm×30mm),齿高 5~10mm、齿间距 2~2.5mm,通过自然对...
-
山西电子铲齿散热器材质 2025-12-31 00:15:05在新能源产业快速发展的背景下,光伏逆变器、新能源汽车电机控制器、储能设备等关键部件的散热需求日益严苛,东莞市锦航五金制品有限公司的铲齿散热器凭借耐高温、抗老化、散热稳定等优势,成为新能源领域的理想散热选择。新能源设备多在户外或复杂环境下工作,面临高温、湿度变化大等挑战,锦航的铲齿散热器采用高质量铝合...
与铲齿散热器相关的问题
新闻资讯
产品推荐
-

惠州铜料铲齿散热器生产
2026-01-01 -
广州电子热管散热器工艺
2026-01-01 -
太原6063未时效型材热管散热器设计
2026-01-01 -
合肥光学热管散热器设计
2026-01-01 -
深圳水冷铲齿散热器批发
2026-01-01 -

电子铲齿散热器厂家
2026-01-01 -

惠州铜料热管散热器工艺
2026-01-01 -

六安铲齿散热器材质
2026-01-01 -

惠州6063未时效型材热管散热器工艺
2026-01-01