- 品牌
- 健坤
- 型号
- 可咨询
变电站接地装置阴极保护系统运行维护手册编制单位:四川健坤科技有限公司.编制日期:2018年12月。为便于运行人员快速查阅接地装置的阴极保护系统及其运行参数、检查阴极保护效果,并对接地装置的防腐蚀系统进行维护。特编制本运行维护手册。1.牺牲阳极阴极保护系统所遵循的技术规范;DL/T5394-2007电力工程地下金属构筑物防腐技术导则;GB/T17731-2015镁合金牺牲阳极;Q/GDW1781-2013交流电力工程接地防腐蚀技术规范;GB/T17731-2015镁合金牺牲阳极;GB/T21246-2007埋地钢质管道阴极保护参数测量方法;2.常规检查和特殊检查的内容与周期;注:①牺牲阳极与接地网连接、浇水、回填埋设后即自动投入工作,不需人为调试。在阴极保护工程全部完成后,在测试桩处检测接地网的电位;②阴极保护工程自完工之日起3个月内每周测量一次,4~6个月内每半个月测量一次,半年之后每个月测量一次,当达到保护电位并稳定后,可半年测量一次。阴极保护产品重量,就找四川健坤科技有限公司。阴极保护石油方案

220kV某变电所接地网阴极保护方案介绍:这些因素的差异可以使阴极保护电流密度由几个μA/m2变化到几百个mA/m2。根据本工程的管网防腐层,保护电流密度取:I=10mA/m2;2.3管道总保护电流强度I=i·S=4461mA:2.4镁合金牺牲阳极选取,选择MGAZ1型14kg/支,规格700×(105+95)×110mm,2.5阳极输出电流及所需阳极数量计算,牺牲阳极输出电流按下列公式计算(根据GB/T21448-2008标准)F.管道数量分配,根据管径的不同,两段管道所需的阳极数量不同,所需的阳极数量与管道面积成正比,因此:DN273:DN325=S273:S325,2.6计算参数如下表2.7计算结果,阳极数量:56支,阳极使用寿命>30年,阴极保护 锌阴极保护产品如何施工,四川健坤科技有限公司为您解答。

阴极保护产品施工:阳极的埋设及深度镁合金阳极在相应位置的阳极地床中埋设,阳极及电缆线埋设深度一般距地面不小于0.7米,但必须在冻土层以下位置。七、牺牲阳极(地床)位置分布及与接地扁钢的连接方式;牺牲阳极位置分布及连接方式,应严格按照设计进行,一般遵循以下原则:1、直接连接①当设计每组为一套阳极时候,建议相邻的两组阳极沿接地扁钢两边交替埋设,距离接地扁钢1~3米为宜,特殊情况下小不小于于0.5米。②当某些地段两套阳极之间距离较近时,每套阳极间隔2~3米为宜。
阴极保护电源设备及阳极地床 (1)外加电流系统整流器:每座阳极地床采用一台75A/75V恒电位仪供电。考虑到外加电流系统余量以及厂区的实际情况,根据所需保护电流安装恒电位仪42台。(2)阳极地床:阳极地床采用深井阳极地床,井深80m,每眼井安装组合阳极体4支,单支规格为Ø377mm×6000mm。每支组合阳极体内含3支规格为Ø75mm×1200mm、重量为50kg/支的高硅铸铁阳极。3.7均压保护:均压保护就是采用电缆或镀锌扁钢将同沟铺设、近距离平行或交叉走向的被保护管道,以及非焊接连接的同一条被保护管段间电性连接起来,达到均衡管道电位的目的。这种技术的实施,可减小管道之间的电位差,确保电位分布均匀,防止杂散电流腐蚀,扩大阴极保护范围。厂区设均压线98处。3.8阴极保护监测:为进行阴极保护系统的日常管理,及时可靠地掌握地下管网的腐蚀情况,需设计安装测试系统。厂区共设立82个电位综合测试桩,用于在保护期间内测量管道的保护电位。3.9镁合金牺牲阳极:由于厂区装置地基和罐区的屏蔽影响,以及距离阳极井太远使之部分支线管道出现保护不足,所以在以外加电流保护为主的系统中辅以镁合金牺牲阳极保护,解决局部保护不足问题。厂区共埋设210支镁合金阳极。阴极保护产品施工工艺,就找四川健坤科技有限公司。
补伤片——对管道焊接后,对被破坏的管道外壁进行防腐层的修补。它是一种热缩橡胶,加热后就自动的紧密附着在管道上。管道上的防腐层一般是采用缠绕防腐带/刷沥青/3P材料等?外加电流保护方式,需要阳极,一般是高硅铸铁,或高硅铬铁。分空心的及实心的两种。空心的造价低,发电量小,寿命短。实心的端部采用环氧树脂封闭,中间有一圆的钢芯,头部带孔,引流的铜线绞线穿孔后,采用铜焊/螺栓压接牢固。阳极一般常规尺寸为φ50×1500等,一般使用时需要外加一套管,钢管直径为φ219,成品钢管长度2000,中间加焦炭填充以延长使用寿命。阴极保护产品结构特点,就找四川健坤科技有限公司。阴极保护 锌
四川健坤科技有限公司生产阴极保护产品符合DLT5394-2007电力工程地下金属构筑物防腐技术导则。阴极保护石油方案
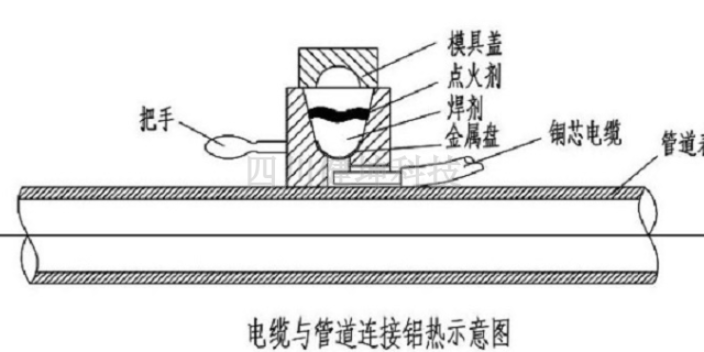
操作步骤:第一步:除锈,要求扁钢表面平整、清洁、干燥、无油脂。剥掉电缆的绝缘护层,露出长约50mm的一段铜芯。扁钢与模具需要加热烤干;第二步:将模具放在除锈区域中间,模具和被焊接钢结构表面应结合紧密无空隙。将电缆铜芯插入模具底部孔槽,调整电缆位置,确保到位。第三步:取出金属垫片放到模具内,紧贴底部堵住其内孔;第四步:剪开塑料袋,将焊剂倒入模腔。;第五步:将点火粉撒在焊剂表面以及模具边沿上。第六步:将模具盖盖好,一切准备就绪后用点火q点燃模具边沿的点火粉。第七步:点火粉引燃焊剂,反应进行,剧烈燃烧。注意安全!第八步:约10秒后,提起模具。清理模具内的残渣,以备下次使用。阴极保护石油方案

- 四川阴极保护批发商 2024-12-11
- 四川用于阴极保护零售价 2024-12-11
- 成都用于阴极保护零售价 2024-12-11
- 新疆硫酸铜参比电极市场价 2024-12-11
- 重庆测试桩厂家供应 2024-12-10
- 云南锌镁合金防腐接地线厂家供应 2024-12-10
- 陕西锌包钢接地极哪里买 2024-12-10
- 甘肃硫酸铜参比电极哪里买 2024-12-09



