- 品牌
- 闽兴,闽兴吸塑,闽兴吸塑包装,闽兴包装科技,闽兴包装材料科技
- 型号
- 闽兴
- 包装层次
- 销售/终端包装,内层包装,外包装
- 工艺
- 吸塑
- 用途
- MP3/MP4包装,电脑配件包装,数码相机包装,手机包装袋,显示器包装,笔记本包装,耳机包装,光盘包装,防水包装,U盘包装,手机盒
同时吸塑设备小于10台的生产环境中安装一些工业用的负压风机,加速车间内的空气流通,但需要注意的是风机的换气次数不小于60次/小时为好,因为换气次数快产生的风速感会让车间内的工作人员感觉到凉快舒服。好的降温方法是一种既排热又降温的方法,只有这样才能很好适应车间自身产生热量比较大的环境,现在比较通用的方法就是湿帘冷风机通风降温系统。采用此方案的车间一般需降温工位比较分散,或工位距离设备安装点较远,亦或是车间工艺要求送风风速不能太高。这种情况下若采用车间整体降温方式,太过浪费投资和能耗,所以采用湿帘冷风机岗位送风较为合理。托盒包材一般没什么大问题,但是偶尔也会发生托盒有异味;巴中质量电子吸塑

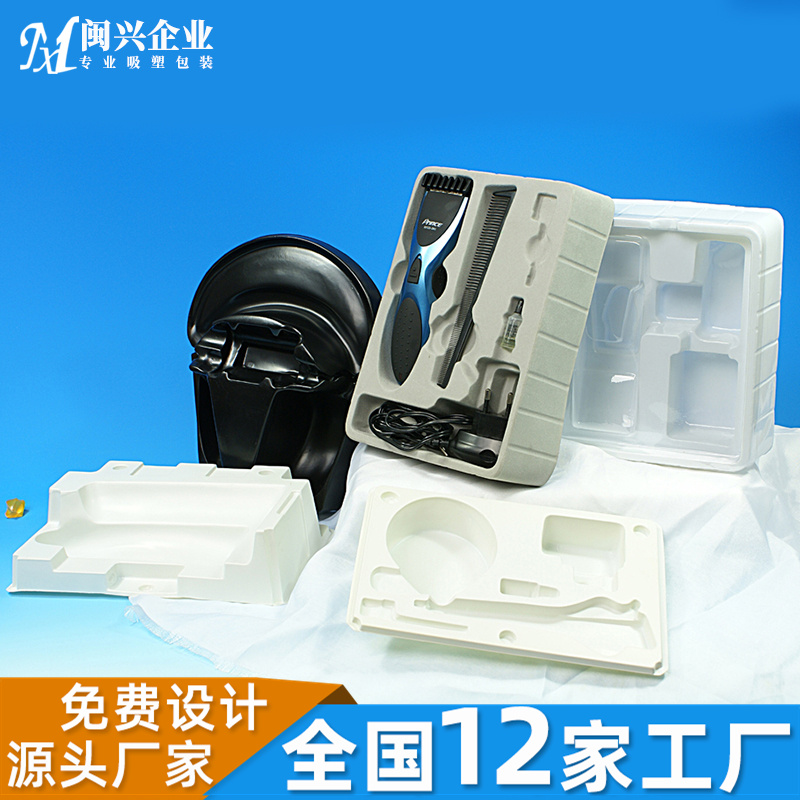
PVC材料(聚氯乙烯),PVC材料比较大的特性是能加入不同的添加剂,做成各种种类的软硬和质感不同用途不一的的物品,可塑性非常强。PVC材料成本低廉、透明性较好,且具有非常好的柔韧性,适用于制作各类吸塑制品和PVC包装盒。PET材料(聚乙烯对苯二甲酸酯)大家经常见到的宝特瓶制作的材料,PET也可以作为纤维使用,PET比较大的特点是且具有完整的回收循环利用系统,这种高效率使用的材料因其环保,安全性在胶盒,吸塑包装行业被大量的使用。巴中质量电子吸塑根据你的产品和期望的托盒形状,可以做不同的规格形状。

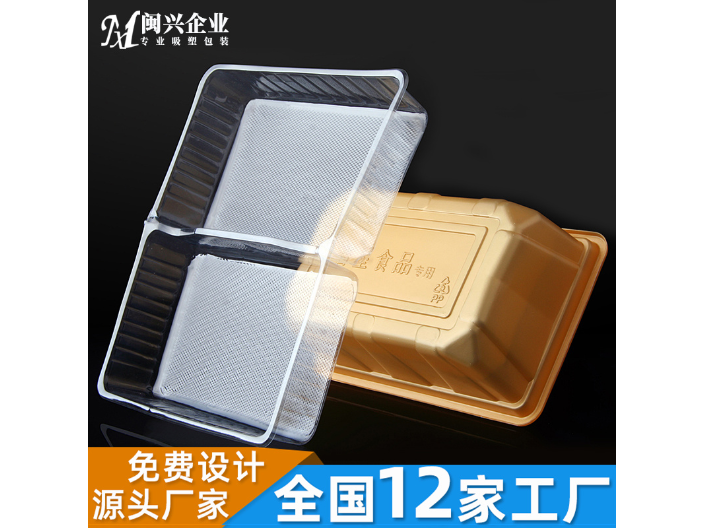
吸塑盒包装是真空包装里面的其中一类包装,这种产品的外观就像一个盘一样,这类产品也是属于内吸附的产品,因此包装的外观轮廓看上去会较为有档次,因此被称作为**有档次的塑料包装,这种产品在我们的生活当中到处可见,好的包装是需要有好的生产方式才可显示出因有的价值。**近很多物品商提出了对塑料盒包装的生产意见,主要问点有:盒包装的价值点怎么看,选择吸塑盒的理由是什么?。第二个问题:吸塑盒制品要怎么生产才能发挥出其包装真正的价值。
吸塑包装盒**常见的四种材料便当分别是PVC,PET,PS和PP,***解释一下为什么这四种吸塑包装盒不能共享。吸塑包装箱出产过程涉及到一个排模问题,即做大货一模要多少个凹槽,如何排模**合适。各吸塑包装盒因规格排模的方式不同,则排模大件排出后的规格也不一样。吸塑包装箱**终材料规范就要根据大件模具的规格说明而定,不同的吸塑包装箱对材料厚度的要求也是各不相同的,即使与吸塑包装箱材料相差0.1mm也是很大的哦。因此,吸塑包装箱之间的材料很难共享,除非两个吸塑包装箱的外缘宽宽高均相同,只是内部结构不变,这样能够共享,但这种情况在吸塑包装箱工作时却很少发生。同时还塑造和传播作用,对企业的品牌和**度产生重大的影响.

通过对不规则产品使用泡罩包裹,可使异型产品的外形相对整齐,外形美观、储运更加方便,装箱无需另加缓冲材料;3、吸塑包装能够保证吸塑泡罩内的产品不被外界粉尘污染,并对水汽有一定的阻隔作用,既保证了产品的质量不受影响,又符合环保绿色包装的要求;4、具有一定的防开启随时使用的作用,让消费者购买更放心。通过对不规则产品使用泡罩包裹,可使异型产品的外形相对整齐,外形美观、储运更加方便,装箱无需另加缓冲材料;3、吸塑包装能够保证吸塑泡罩内的产品不被外界粉尘污染,并对水汽有一定的阻隔作用,既保证了产品的质量不受影响,又符合环保绿色包装的要求;4、具有一定的防开启随时使用的作用,让消费者购买更放心。注塑是将塑料粒子熔融后打入模具使其冷却成型。巴中质量电子吸塑
对折吸塑盒是双面折盒的包装产品,有两对折也有三对折的产品。巴中质量电子吸塑
制造吸塑的步骤那么,真空成型的过程是怎么样的呢?主要分为以下三步:第一步:预热对塑料薄片进行加热处理,使之软化(如下图里面的黄色薄片)。第二步:成型通过阳模里面的抽气孔,将内部的空气抽掉,此时软化的塑料薄片由于空气压力的作用,紧紧吸附到阳模表面,其形态也自然与阳模相同,薄片冷却后发生固化成型。第三步:精加工将成型的吸塑产品取出,再对齐边角进行修边处理精加工,**终得到我们想要的效果。真空成型的方法种类真空成型的方法有很多,较为常见的有以下几种:1.凹模真空成型2.凸模真空成型3.凹凸模先后抽真空成型4.吹泡真空成型5.辅助凸模真空成型6.带有气体缓冲装置的真空成型巴中质量电子吸塑

且外形美观,便于销售,并适合机械化、自动化包装,便于现代化管理、节省人力、提高效率。2,吸塑和胶盒的原材料耐化学性好,有良好的耐酸,耐碱,耐各类有机溶剂,可以长期放置而不发生氧化。吸塑工艺过程包括:印刷涂布吸塑油的工艺过程和吸塑热封工艺过程。目前有三种方式实现涂布过程:离线过油机满版过油、丝印局部过油、胶印连线过油。离线涂布和吸塑工艺一般要求产品印刷完后放置至少72小时,待大面积深色油墨区域完全干燥彻底后,方可过在表面过吸塑油,再放置至少24小时后方可进行吸塑过程。这种包装有竖立型,也有悬挂在货架上。雅安电子吸塑供应吸塑油的老化性能不佳,则会导致过油后,吸塑性能丢失或不佳,导致吸塑后容易脱落。...
- 巴中电子吸塑订做价格 2024-12-03
- 巴中电子吸塑按需定制 2024-12-02
- 资阳电子吸塑哪里好 2024-11-30
- 遂宁电子吸塑哪里好 2024-11-29
- 绵阳自动电子吸塑 2024-11-29
- 如何电子吸塑大概价格 2024-11-28
- 绵阳质量电子吸塑 2024-11-27
- 德阳电子吸塑价格大全 2024-11-27
- 定制电子吸塑制造 2024-11-26
- 绵阳什么样电子吸塑 2024-11-23


- 遂宁电子吸塑服务电话 2024-11-15
- 怎么电子吸塑制造 2024-11-14
- 自动化电子吸塑价格实惠 2024-11-14
- 内江电子吸塑价格对比 2024-11-11
- 贸易电子吸塑商家 2024-11-10
- 四川出口电子吸塑 2024-11-10




- 成都吸塑杯盖价格对比 12-04
- 乐山汽车用品吸塑托盘 12-04
- 遂宁贸易防静电电子吸塑 12-04
- 华蓥五金吸塑托盘 12-04
- 成都防静电电子吸塑价格对比 12-04
- 蛋糕吸塑盒 半圆 12-04
- 德阳玩具吸塑包装按需定制 12-03
- 品牌吸塑托盘价格实惠 12-03
- 防静电吸塑订制价格 12-03
- 广安吸塑杯盖推荐 12-03