- 品牌
- 模具
- 型号
- 凯思金
- 材质
- PE,POF,LLDPE,PVA,PP,PC,PET,PVC,PO,PA,EVA,CPP,PS,OPP,LDPE,ABS,HDPE
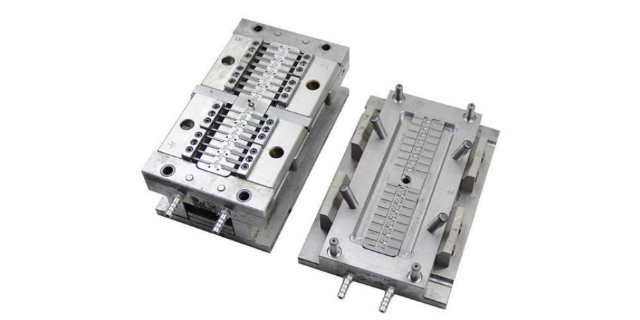
在塑胶成型过程中,过度填充是指模具内的塑胶材料过多,超出了模具的容量。这通常会导致以下问题:压力增大:为了充满模具的每个角落,注射机的压力会大幅增加,这可能导致模具的锁模力不足,从而引起模具的变形或损坏。制品缺陷:过度填充可能导致制品出现气泡、缩痕、翘曲等缺陷。冷却不均:过多的材料堆积在某些区域会导致冷却不均匀,影响制品的结晶度和性能。模具损伤:过高的注射压力可能导致模具的镶件、滑块或斜销等部件损坏。为了防止过度填充,可以采取以下措施:优化注射速度和时间,确保材料均匀填充模具。调整注射机的注射量设置。定期检查模具的排气系统,确保其通畅。在使用塑胶模具时,需要注意模具的清洁和保养,定期对模具进行清洗和润滑,以延长模具的使用寿命。江门射出塑胶模具
模具的清洁度对产品的质量和模具的使用寿命具有重要影响。残留的物质,如污垢、尘埃、塑料屑等,可能会附着在模具表面或嵌入模具的细微结构中。这些残留物质不仅会影响制品的外观和表面质量,还可能导致制品出现缺陷或性能下降。例如,残留物质可能在塑胶材料的填充过程中被带入模具内部,形成杂质或堵塞流道,导致填充不均匀或形成缺陷。此外,残留物质还可能对模具的摩擦和磨损产生影响,加速模具的磨损和降低其使用寿命。为了保持模具的清洁度,需要采取一系列措施。首先,应该定期对模具进行清洁和维护,清理残留物质和污垢。清洁时可以使用专业的清洗剂和工具,如超声波清洗机、喷砂机等,以确保模具表面的清洁度和光洁度。塘夏电器外壳塑胶模具大概价格塑胶模具的设计需要根据实际需求进行定制,不同的产品需要不同的模具结构。

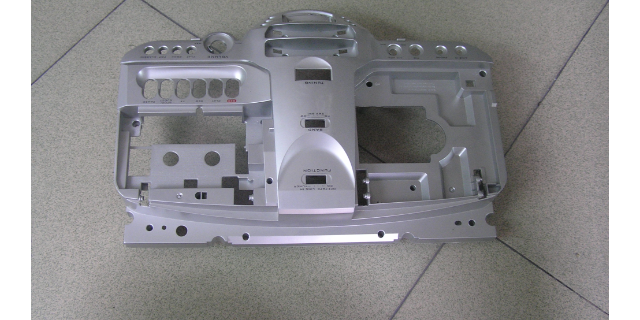
模具温度是塑胶成型过程中的一个关键参数,它对制品的质量、尺寸和生产效率具有重要影响。模具温度过高或过低都可能导致制品出现各种问题,因此,对模具温度进行精确控制是至关重要的。当模具温度过高时,塑胶原料在模具型腔内流动的阻力减小,流动性增强。这可能导致原料填充过快,气体无法完全排出,从而在制品内部形成气泡。同时,过高的模具温度还可能导致塑胶原料过度降解,降低的制品的机械性能。另外,过高的温度可能导致制品在冷却过程中收缩率增大,影响尺寸精度。相反,当模具温度过低时,塑胶原料流动性变差,可能导致填充不足或填充不均匀。这会导致制品表面出现缺料、凹陷等缺陷。同时,冷却速度过快可能导致制品内部应力增大,在使用过程中易出现翘曲、变形等问题。此外,过低的模具温度还可能延长冷却时间和生产周期,降低生产效率。
塑胶材料的流动性决定了其在模具中的填充能力。流动性好的材料可以更好地填充模具的细微部分,复制模具的形状更为准确。但流动性过高的材料可能导致流痕或气泡的形成。因此,模具设计时要根据材料的流动性来优化进料点和流道设计,以确保均匀、高效的填充。塑胶材料在冷却固化过程中会收缩,这可能导致制品尺寸与模具不一致。收缩率高的材料可能导致制品尺寸偏小,而收缩率低的材料可能导致制品尺寸偏大。模具设计时需要考虑到这种收缩特性,对模具尺寸进行适当的调整,以补偿收缩率的影响。塑胶模具的制造需要经过多道工序,包括设计、加工、装配、调试等,每道工序都需要严格控制质量。

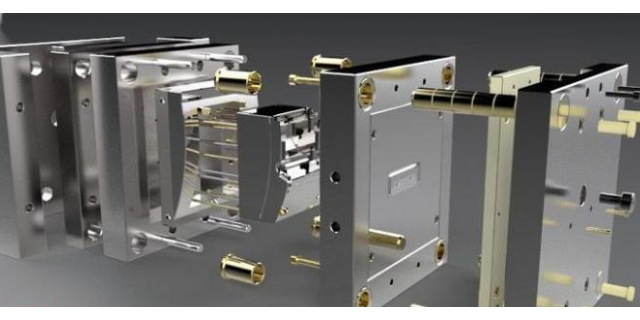
模具设计还需要考虑生产批量和生产环境。大规模生产的模具需要具备高效的生产能力和耐久性,能够快速、准确地成型大量制品。同时,模具的设计还需要适应不同的生产环境,如温度、湿度、清洁度等,以满足生产过程中的要求。为了满足不同产品的需求,模具设计也需要不断创新和改进。设计人员可以利用先进的CAD/CAM软件进行精密设计和模拟分析,以提高模具设计的准确性和可靠性。同时,还可以引入智能化、自动化技术,提高模具的智能化水平和生产效率。随着市场竞争的加剧,提高塑胶模具的质量和降低成本已成为企业发展的关键因素。谢岗齿轮塑胶模具
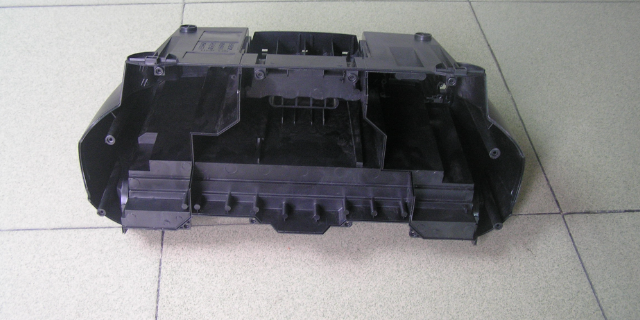
在使用塑胶模具时,需要根据模具的使用寿命和维护情况,定期对模具进行更换或维修。江门射出塑胶模具
塑胶模具的制造是一个复杂且精细的过程,涉及多道关键工序。每道工序都对模具的精度、质量和可靠性起着至关重要的作用。因此,对每道工序进行严格的质量控制是确保模具性能的关键。设计阶段:模具设计是制造过程的起点,决定了模具的基本结构和功能。在这一阶段,需要根据产品需求、生产要求以及材料特性进行详细的分析和设计。设计过程中,需要充分考虑模具的强度、精度、寿命以及后续的加工和装配过程。同时,设计应尽量优化,减少不必要的复杂性和成本。加工阶段:加工是实现设计意图的关键环节。这一阶段涉及多个子步骤,包括粗加工、半精加工和精加工。粗加工主要是去除大部分的材料,为后续步骤提供基础。半精加工则进一步细化模具表面,为精加工做准备。而精加工则是确保模具达到尺寸和精度的关键步骤。在加工过程中,需要使用高精度机床,严格控制切削参数,以减少误差和提高精度。江门射出塑胶模具
- 珠海灯罩外壳塑胶模具 2024-04-03
- 肇庆透明罩塑胶模具加盟 2024-04-03
- 江门家电塑胶模具厂家 2024-04-03
- 二次包胶塑胶模具公司 2024-04-03
- 东莞射出成型塑胶模具加盟 2024-04-03
- 中山灯罩外壳塑胶模具大概价格 2024-04-03
- 惠州成型塑胶模具价格 2024-04-03
- 佛山仪器外壳塑胶模具价格 2024-04-03
- 佛山透明塑胶模具厂 2024-04-03
- 深圳家电塑胶模具批发价 2024-04-03
- 肇庆灯罩外壳塑胶模具加工 2024-04-02
- 肇庆二次包胶塑胶模具 2024-04-02