放料阀阀体铸造工艺受到铸件尺寸、壁厚、气候、原材料和施工操作的种种制约,铸件会出现砂眼、气孔、裂纹、缩松、缩孔和夹杂物等各种铸造缺陷,尤以砂型铸造的合金钢铸件为更多,面对这些放料阀铸钢件缺陷我们应该如何处理?1、放料阀铸钢件缺陷判断在生产实践中,有些铸件缺陷不允许补焊,如贯穿性裂纹、穿透性缺陷(穿底)、蜂窝状气孔、无法去除的夹砂夹渣和面积超过65平方厘米的缩松等,以及双方合同中约定的其他不能补焊的重大缺陷。在补焊前应判断缺陷的类型。2、放料阀铸钢件缺陷剔剔除在工厂里一般可采用碳呱气刨吹去铸造缺陷,然后用手提角磨机打磨缺陷部位至露出金厘光泽,但生产实践中更多的是直接用碳钢焊条大电流除去缺陷,并用角磨机磨出金属光泽。一般铸件缺陷剔除可用<4mm-422焊条,160180A电流将缺陷除干净,角磨机将缺陷口打磨成U形,减少施焊应力。缺陷去除的彻底.补焊质量好。不锈钢法兰斜杆放料阀设备,就选温州太科阀门科技有限公司,让您满意,有想法可以来我司咨询!江西气动斜杆放料阀哪家好

放料阀是我们常常应用的一类阀门,这类阀门在管道中一般应当水平安装,是一种作用于反应釜,储和其它容器的底部排料.放料、取样和无死区关断操作装置。借助于阀门底部法兰焊接于储罐和其它容器的底部,因此消除工艺介质通常在容器出口的残留现象,放料阀根据实际情况的需要,放底结构设计为平底型,阀体为V型,并提供提升和下降两种工作方式阀瓣(我们称为上展式和下展式)。放料阀性能与用途:操作方便,开启自由,运动灵活可靠:阀瓣装配维修简单,密封结构合理,密封圈更换方便实用。结构:主要由阀体,阀瓣,密封圈,阀杆,支架,阀压盖,手轮,法兰,摞母,定位螺钉等零件。浙江斜杆放料阀报价温州太科阀门科技有限公司为您提供不锈钢法兰斜杆放料阀设备,有想法的可以来电咨询!

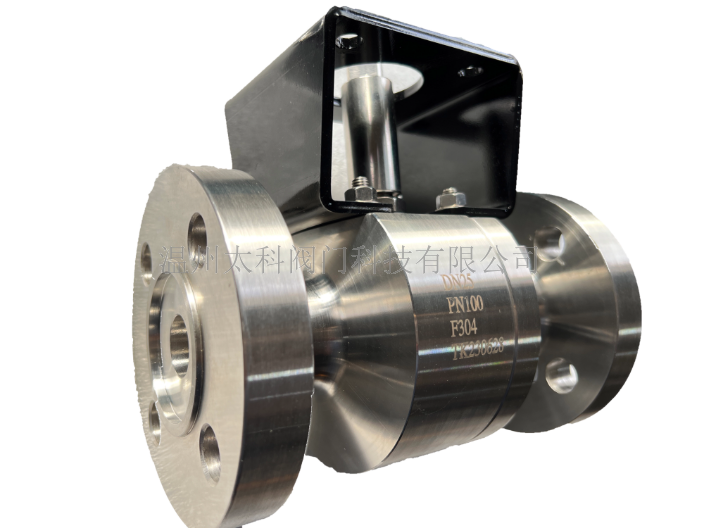
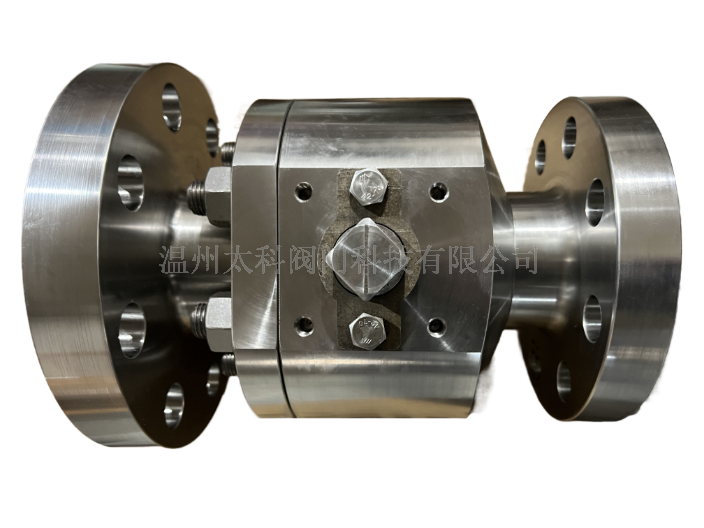
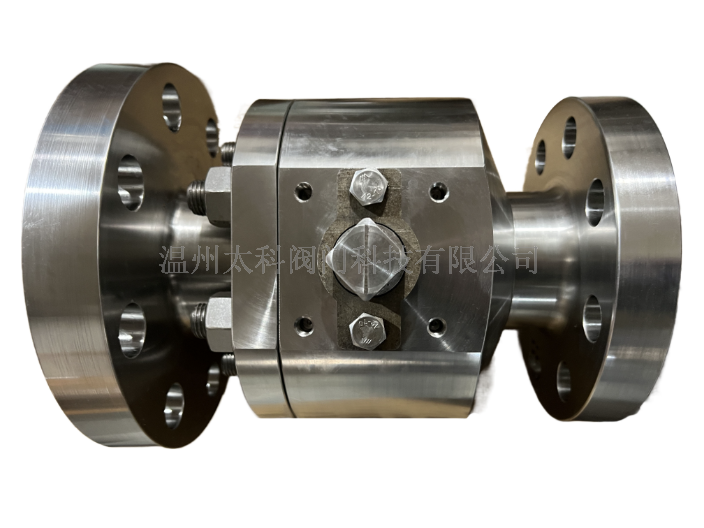
新型斜杆式釜底放料球阀,包括主阀体、副阀体、反应釜,副阀体与主阀体固定连接并形成一个球形的阀芯腔座,连接座与副阀体连接,副阀体上表面为弧形且弧度与反应釜底部的弧度相同;阀芯腔内设有球形的阀芯,与副阀体上表面平滑过渡并与副阀体上表面、反应釜形成内凹的球面。斜杆式釜底放料球阀专门为带夹套工业容器(反应釜)设计的罐底放料球阀。斜杆式釜底放料球阀应用于制药发酵反应釜、化过程、化妆品混合容器、食品配料罐等工业容器。斜杆式釜底放料球阀设计,操作部分与容器罐底的成斜角,因此距离拉大,避免执行器与保温层的干涉。采用ISO5211直接安装执行器的高平台设计,无需连接支架和轴套,使安装执行器变简单。
放料阀填料处出现泄漏,应该如何预防、排除呢?常用的方法有:1、应按工况条件选用填料的材料和型式;2、按有关规定正确的安装填料,盘根应逐圈安放压紧,接头应成30°C或45C;3、使用期过长、老化、损坏的填料应及时更换4、阀杆弯曲、磨损后应进矫直、修复,对损坏严重的应及时更换5、填料应按规定的圈数安装,压盖应对称均匀地把紧,压套应有5mm以上的预紧间6、损坏的压盖、搜栓及其他部件,应及时修复或更换:7、应遵守操作规程,除撞击式手轮外,以匀速正常力量操作:8、应均匀对称拧紧压盖螺栓,压盖与阀杆间隙过小,应适当增大其间隙;压盖与阀杆间隙过大,应予更换。温州太科阀门科技有限公司 不锈钢法兰斜杆放料阀设备设备值得放心。

放料阀是主导的阀门形式。放料阀处于完全开启位置时,蝶板厚度是介质流经阀体时唯1的阻力,因此通过该阀门所产生的压力降很小,故具有较好的流量控制特性。放料阀有弹密封和金属的密封两种密封型式。弹性密封阀门,密封圈可以镶嵌在阀体上或附在蝶板周边。采用金属密封的阀门一般比弹性密封的阀门寿命长,但很难做到完全密封。金属密封能适应较高的工作温度,弹性密封则具有受温度限制的缺陷。如果要求放料阀作为流量控制使用,主要的是正确选择阀门的尺寸和类型。温州太科阀门科技有限公司致力于提供不锈钢法兰斜杆放料阀设备,竭诚为您设备。湖南焊接斜杆放料阀品牌
温州太科阀门科技有限公司是一家专业提供 不锈钢法兰斜杆放料阀设备的公司,有想法的不要错过哦!江西气动斜杆放料阀哪家好
放料阀碳素钢和奥氏体不锈钢铸件,凡补焊部位的面积<1625mm2,深度《铸件厚度的20%或25mm,一般无需预热。但ZG15Cr1Mo1V、ZGCr5Mo等珠光体钢铸件,由于钢的率硬倾向大冷焊易裂,应作预热处理预热温度为200400(用不锈钢焊条补焊温度取小值),保温时间应不少于60min。如铸件不能整体预热,可用-乙快在缺陷部位并扩展20mm后加热至300-350C(背暗处目测观察微暗红色),大号割炬中性焰抢先在缺陷处及周边做园周快速摆动几分钟.然后改为缓慢移动保持10min(视缺陷厚度而定),使缺陷部位充分预热后,迅速补焊。江西气动斜杆放料阀哪家好
斜杆放料阀除之前提及的特点外,还有以下优势与特性:结构优化:空间利用与安装便捷性斜杆设计突破空间限制...
【详情】耐磨损性:硬质合金(如堆焊司太立STL)阀座,适应含颗粒介质的长期冲刷。远程控制:气动执行器支持远程...
【详情】选型建议:根据工况定制化选择介质特性:腐蚀性介质:优先316L不锈钢或全衬氟阀体。高粘度介质:选择大...
【详情】制药与食品行业应用场景:发酵罐清洗排渣、膏体原料输送(如牙膏、乳制品)、无菌环境下的原料药卸料。优势...
【详情】斜杆放料阀的密封性能是其重要优势之一,通过结构设计优化、材料选择升级以及动态密封技术的协同作用,能够...
【详情】适用设计:金属波纹管密封,避免软密封材料挥发污染真空环境。四、选型关键参数介质特性:腐蚀性、温度、粘...
【详情】斜杆放料阀是一种专为工业容器(如反应釜、储罐等)底部设计的放料阀门,其重要特点在于斜杆结构与优化放料...
【详情】无死角流道设计,支持CIP/SIP清洗。符合FDA 21 CFR Part 177、EC 1935/...
【详情】总结斜杆放料阀通过密封技术革新、材质定制化、结构优化三大重要手段,在可靠性、适应性和经济性上超越传统...
【详情】