对焊四通的液压胀形是通过金属材料的轴向补偿胀出支管的一种成形工艺。其过程是采用液压机,将与对焊四通直径相等的管坯内注入液体,通过液压机的两个水平侧缸同步对中运动挤压管坯,管坯受挤压后体积变小,管坯内的液体随管坯体积变小而压力升高,当达到对焊四通支管胀出所需要的压力时,金属材料在侧缸和管坯内液体压力的双重作用下沿模具内腔流动而胀出支管。对焊四通的液压胀形工艺可一次成形,生产效率较高;对焊四通的主管及肩部壁厚均有增加。因无缝对焊四通的液压胀形工艺所需的设备吨位较大,目前国内主要用于小于DN400的标准壁厚四通的制造。其适用的成形材料为冷作硬化倾向相对较低的低碳钢、低合金钢、不锈钢,包括一些有色金属材料,如铜、铝、钛等。四通定制,就选温州永顺管件,用户的信赖之选,欢迎您的来电!山东三通供应商

不锈钢管件的生产限制不锈钢管件的生产受到很多因素的限制,那么具体情况是什么呢?下面一起来看看吧。1主要不锈钢管件企业生产规模小,产业集中度低,产品结构单一。目前,国内比较大的不锈钢法兰生产企业的生产能力相对较小,约大于世界上的不锈钢管件企业的生产能力。生产规模过小,生产成本高,直接制约了一些先进技术的采用。2生产工艺设备落后,研发能力不强。与国际上一些大型不锈钢管件企业相比,我国不锈钢管件企业的科技开发投入强度较低,在不锈钢管件冶炼方面的自主创新能力不强,加工技术和新产品开发明显不足。不锈钢管件生产能力结构落后。从目前我国不锈钢管件的产能结构来看,除了宝钢、太钢等大型不锈钢法兰企业依靠先进技术生产不锈钢法兰外,相当一部分产量是一些中小企业采用简单落后的生产工艺生产的,产品质量难以保证。山东三通供应商温州永顺管件专注20年不锈钢管道配件,是一家专业提供三通定制的公司,期待您的光临!
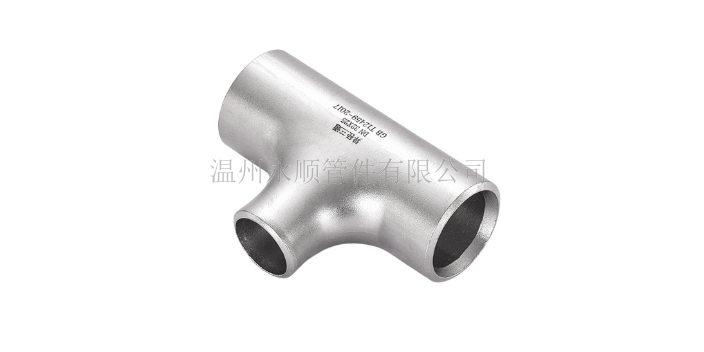
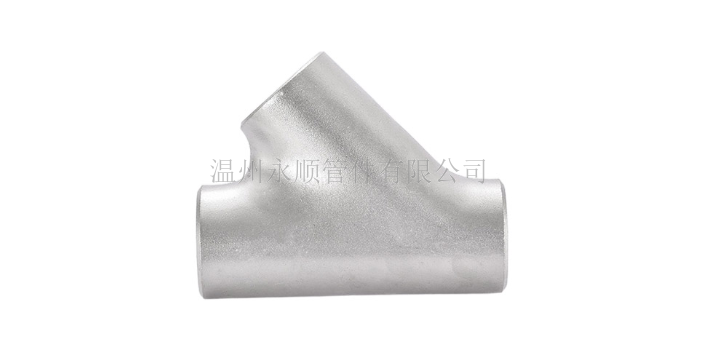
不锈钢三通管件作为不锈钢管件的一种,主要用在管道的主管和支管连接处,有等径三通和异径三通之分,也就是说有三个口径相同的三通叫等径三通,不同的称之为异径三通。不锈钢三通管件具有良好的耐腐蚀性。所以很多时候用在石油化工等领域。使用超过三通口径的坯料,压缩至需要的口径,把支管切孔,然后进行烧制,再放进模具里,然后拉伸支管的冲模也要放进去,用液压机径向压缩管坯,这样支模拉伸成型一个三通,这两个工艺的不同之处在于热压成型的支管是由管坯的径向运动进行补偿的,有人也管他叫径向补偿工艺。
不锈钢管件为什么在清洗后会“长斑”?介绍一下关于不锈钢管件相关的知识,介绍不锈钢管件为什么会在清洗后会“长斑”。不锈钢管件是属于管件这个大家族里面的一小份子,就是因为他是用不锈钢为原材料而制作的所以才叫他为不锈钢管件,它里面有很多的成员,包括常见的弯头、三通、四通、不锈钢异径管等等,都是属于管锈钢管件。根据连接方法我们又能将不锈钢管件分为承接不锈钢管件、螺纹不锈钢管件、焊接不锈钢管件和法兰不锈钢管件这四类。主要用于制作不锈钢管件的不锈钢材料分别是304、304L、316以及316L。那么我们使用超声波清洗机来对不锈钢管件进行清洗的时候为什么他的表面会出现很多灰黑色的斑点呢?其实这是一种氧化反应,具有强氧化性的酸,里面的氯离子会对不锈钢管件的表面产生点蚀,就形成了肉眼所看见的灰黑色的斑点。但是还是要具体情况具体分析,具体还是要看你的不锈钢管件在清洗之前是处于一个什么样的状态,再确定是什么原因。温州永顺管件专注20年不锈钢管道配件,致力于提供三通定制,有需求可以来电咨询!

冷推弯曲利用弯曲装置在普通液压机或曲柄压力机上推弯管坯的工艺方法,在常温下将不锈钢直管坯压入带有弯曲腔的模具中,从而形成不锈钢弯头。奥氏体不锈钢管件是使用范围广,使用量大的不锈钢管件。突出的特点是在室温下并没有相变的奥氏体结构,不能通过热处理使之硬化,但是可以利用冷加工来硬化。常用的热处理方法是固溶处理。铁素体不锈钢管件一般不具有ν-α相变,是在高温和常温状态下并没有相变的铁素体组织。可是,当钢中含有一定量的碳和氮等奥氏体产生元素时,在高温下也会形成奥氏体组织。这类钢不能通过热处理实现强化,只可以退火以清理内部压力并促使更进一步表面处理。温州永顺管件专注20年不锈钢管道配件,四通定制值得用户放心。内蒙古电站三通定做
温州永顺管件专注20年不锈钢管道配件,四通定制获得众多用户的认可。山东三通供应商
无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。冲压不锈钢弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。山东三通供应商