- 品牌
- 诺荣
- 型号
- 齐全
机器视觉就是用机器来代替人眼做测量和判断的系统,它通过光学装置和非接触传感器自动获取目标对象的图像,并由图像处理设备根据所得图像的像素分布、亮度和颜色等信息进行各种运算处理和判别分析,以提取所需的特征信息或根据判别分析结果对某些现场设备进行运动控制。相比人类视觉,机器视觉在精确性、速度性、适应性、客观性、重复性、可靠性、效率性、信息集成方面优势明显。从具体参数看,机器检测比人工视觉检测优势明显:机器视觉检测比人工视觉检测效率高、速度快、精度高、可靠性好,同时,工作时间更长、信息方便集成、适应恶劣环境。机器视觉检测设备安全生产,产品可靠,保证了生产过程中以及终产品的安全性。广东3D相机机器视觉检测设备出厂价
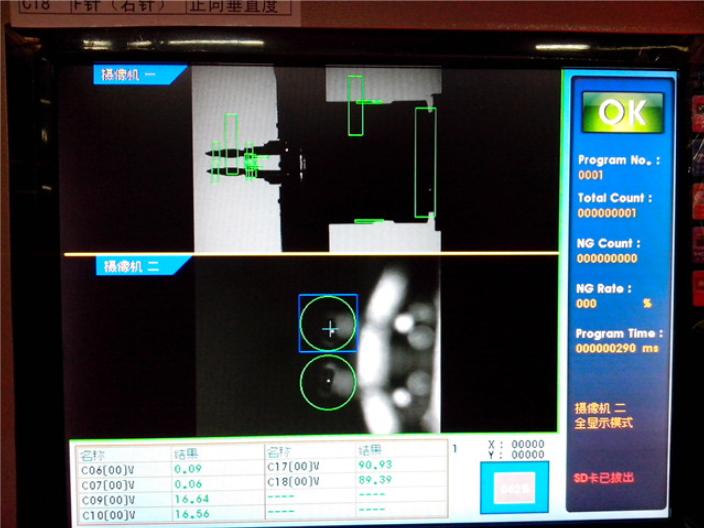
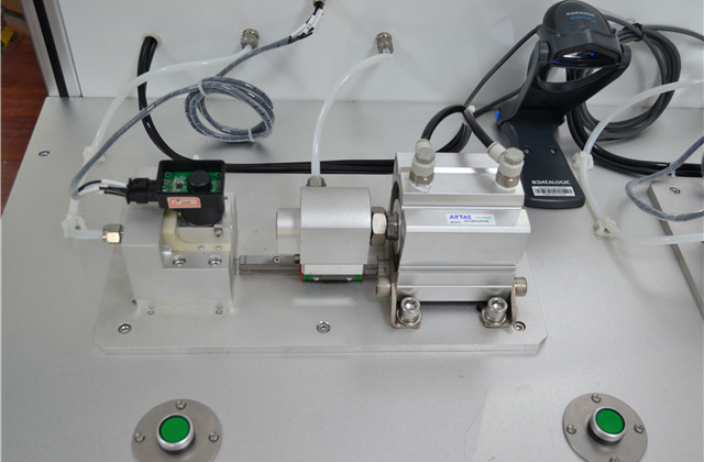
机器视觉检测设备
随着机器视觉在国内的发展,很多传统大企业也想过来分一杯羹,于是成立一个部门专门研究机器视觉产品,大多数企业喜欢急功近利,视觉产品还不稳定就开始组建庞大的销售团队。做过视觉检测系统开发的人都知道,好用的视觉检测产品不是一朝一夕能做好的,做老板或者HR的人也都知道招聘一个靠谱的、有能力工程师是非常困难的事情。相反很多小公司的创业者自己就是机器视觉检测领域的工程师,积累多年才出来创业的。选择合适自己的视觉检测产品才是对的,有很多中间商赚取差价,实际可能都是一样的,只是包装不一样而已,价格自然也不一样了。天津印刷质量机器视觉检测设备哪家好根据GGII数据,中国机器视觉市场将于2023年达到155.6亿元。

机器视觉检测设备可以有效提升检测效率,节省人工,降低生产成本,从而提高了经济效益。然而现在很多工厂和企业把检测设备买回去之后因为操作人员没有经验,导致在生产过程中常常因为一些小问题影响到检测设备的检测效果。环境的影响:环境对机器视觉硬件的影响不是指对硬件本身有破坏性,同时也会对测量效果产生影响。比如在温度变化的环境下,大部分工业相机能够在-5度和65度之间工作,在实际环境中,过高的温度往往会给相机成像带来噪度。不过这一点可以通过改善打光方式来提升信噪比。
机器视觉自动化检测设备是个技术含量相对比较高的设备,没有一定的研发实力是做不好的。而业内真正有研发实力的不多,尤其是存在许多中间商,完全是接单,而并没有自己的研发能力。所以选择机器视觉自动化检测设备要找那些时间长经验丰富的厂家。机器视觉自动化检测设备是个技术含量相对比较高的设备,没有一定的研发实力是做不好的。而业内真正有研发实力的不多,尤其是存在许多中间商,完全是接单,而并没有自己的研发能力。所以选择机器视觉自动化检测设备要找那些时间长经验丰富的厂家。机器视觉设备能适用整条生产线的环节,随着生产规模的扩大能实现规模效应。
机器视觉检测设备的应用及构成是了解机器视觉的要点,首先我们先来谈谈机器视觉的应用,机器视觉应用主要包括两个方面:识别和检测,① 机器视觉识别:确定一个产品(零件,检测对象,目标等)是属于所给定范围中的哪一种的过程。② 机器视觉检测:就是确定一个产品(零件,检测对象,目标等)偏离于所给定的一组标准的过程。机器视觉的应用范围非常广,应用范围几乎涵盖国民经济的各个行业,主要包括:工业、农业、医药、航天、气象、天文、公安、安全等。视觉检测的硬件的选型是个有难度的活。重庆机器视觉检测设备批发价
机器视觉检测设备使用的是一种非接触式的光学传感系统。广东3D相机机器视觉检测设备出厂价
机器视觉检测设备相对于人工检测的优势:1.非接触、无损检测,不会损坏或划伤产品。2.速度快,可与生产线速度匹配,不耽误生产时间。3.检测效率高,产品检测准确率高,改善了人工检测漏检、误检的缺陷。4.全天24小时长时间工作,无视觉疲劳,工作稳定,工作效率高。5.人工成本降低,机器视觉检测节省大量人工成本,为企业带来可观的效益。6.适用性强,灵活性高,适应各种振动、潮湿、粉尘等恶劣环境。机器视觉检测设备对比传统人工目测更具有客观性、非接触性和高精度等特点。广东3D相机机器视觉检测设备出厂价

药品制造中的视觉检测:质量与安全的双重保障在药品制造领域,视觉检测设备的引入为药品质量和安全提供了双重保障。通过高分辨率摄像头捕捉药品包装和标签的图像,结合先进的图像处理和人工智能算法,视觉检测设备能够准确识别并验证药品的批次号、有效期、生产厂家等关键信息,确保每一盒药品都符合法规要求。同时,视觉检测设备还能检测出药品包装上的缺陷,如破损、污染、标签错位等,有效避免了不合格药品流入市场。在片剂、胶囊等固体制剂的生产过程中,视觉检测设备还能够对药品的形状、颜色、大小等进行***检测,确保药品的一致性和稳定性。这种智能化的检测方式,不仅提高了药品制造行业的整体质量水平,还为患者的用药安全提供了有力...
- 浙江视像机器视觉检测设备生产 2026-02-04
- 宁波塑胶机器视觉检测设备企业 2026-02-04
- 青岛五金机器视觉检测设备价格 2026-02-04
- 深圳塑胶机器视觉检测设备供应 2026-02-04
- 浙江工业机器视觉检测设备供应 2026-02-04
- 河北3D相机机器视觉检测设备哪家好 2026-02-04
- 河北在线机器视觉检测设备公司 2026-02-04
- 深圳表面缺陷机器视觉检测设备厂家 2026-02-04
- 青岛印刷质量机器视觉检测设备 2026-02-04
- 深圳ccd机器视觉检测设备行情 2026-02-04




- 广东在线机器视觉检测设备批发 2026-02-04
- 辽宁智能机器视觉检测设备批发 2026-02-04
- 江苏不锈钢机器视觉检测设备 2026-02-03
- 山东3D相机机器视觉检测设备厂家 2026-02-03
- 大连人工智能机器视觉检测设备价格 2026-02-03
- 重庆工业机器视觉检测设备供应 2026-02-03





- 苏州小型电机测试台出厂价 03-22
- 河北温度传感器测试台行情 03-22
- 南京直流电机测试台生产 03-22
- 广西温度传感器测试台直供 03-22
- 重庆变频电机测试台 03-22
- 常州交流电机测试台直销 03-22
- 深圳温度传感器测试台厂家 03-22
- 南京试验电子膨胀阀测试台生产 03-22
- 天津电磁阀气密性检漏设备 03-21
- 昆山实验室用电子膨胀阀测试台直销 03-21