
- 品牌
- 诺荣
- 型号
- 齐全
视觉检测设备是近年来发展起来的一项新技术。顾名思义,就是利用机器视觉(机器之“眼”)替代人体肉眼对产品进行质量检测的设备,其主要包含五大组件:工业镜头、工业相机、照明系统、图像采集卡和软件处理系统。机器视觉检测设备通过机器视觉产品(即图像摄取装置,分 CMOS 和CCD 两种)将被摄取目标转换成图像信号,传送给图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。高精度成像技术和机器视觉互联互通技术的持续发展,机器视觉的性能优势将进一步加大。塑胶机器视觉检测设备生产厂家
机器视觉检测设备
机器视觉检测自动化设备的应用范围广,视觉检测自动化设备主要测试项目尺寸检验,缺陷检测等,可以在许多行业中使用。具体视觉检测需对应需求:1、电池产品检测:电池类产品异物、划痕、压痕、极耳不良、污染、腐蚀、凹点、极耳烧伤、喷码不良、字符模糊等外观缺陷检测;2、PCB电路板检测:PCB电路板产品外形、尺寸、管脚和贴片检测,以及焊点、方向错误等完整性检测;3、精密部件检测:螺丝、轴承、齿轮等精密部件的长宽高、直径等尺寸测量,划伤、划痕、缺损、等表面缺陷检测。天津五金机器视觉检测设备直供在机器视觉检测设备赖以普及发展的诸多因素中,有技术层面的,也有商业层面的,但制造业的需求是决定性的。
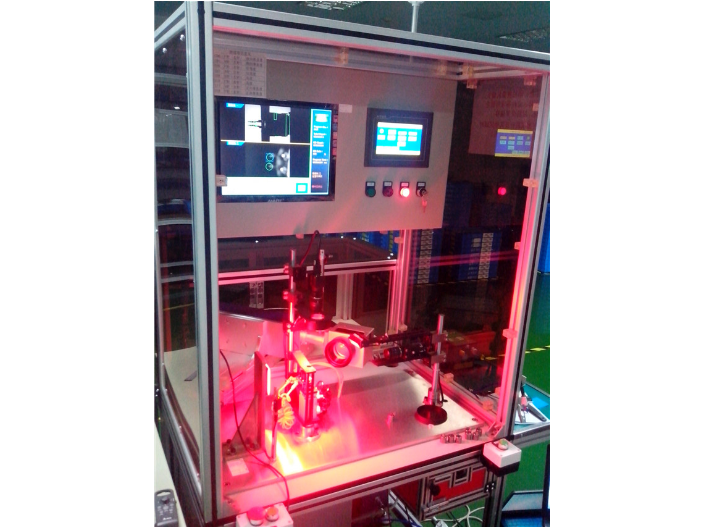
如何选择适合自己企业的视觉检测设备?首先,我们来说下市场上视觉检测产品基本款,机器视觉检测与3D视觉检测。这两者都是视觉检测设备,他们的区分主要从检测产品的功能上可以进行区分。还可以从基础原理上进行区分。但他们都是工业视觉检测种的一个类别,只是他们所检测的产品项目着重点上有所区分不同罢了,基本设备构成都是一样的CCD工业相机,镜头、光源、计算机等硬件设备。不同的是软件部分,由于侧重点不一样他们运用了不同计算机算法、包括成相方式、图像处理、数据传输等多方面。
据业界人事统计,中国机器视觉检测设备市场主要以相对简便的智能视觉系统为主,大约占到60%市场份额。就目前机器视觉系统技术现状而言,PC式视觉系统在测量精度、检测速度、灵活性等方面具有优势,也因此PC式机器视觉系统占据了相对较高的行业份额。随着人工智能、物联网等领域对于视觉系统技术需求的提升和机器视觉技术的发展,嵌入式机器视觉将成为新的霸主,产品只有不断趋向于便捷化、一体化、高效化,才能在未来占据上风,从而推动视觉相关领域的发展进程。机器视觉设备能适用整条生产线的环节,随着生产规模的扩大能实现规模效应。

机器视觉检测设备产业链上游由零部件和软件组成,主要包括光源及控制器、镜头、相机、视觉控制器硬件、视觉处理分析软件等;中游则由机器视觉整机制造商、系统集成商等组成,其中矩子科技作为装备制造商位于产业链中游;下游为机器视觉应用领域,主要有电子、工业、半导体、自动驾驶、智能安防等。无论是部件制造还是成套系统领域,海外厂商均有较长的发展历史、较为深厚的技术及案例经验,在全球机器视觉行业占据主导地位。机器视觉作为实现工业自动化和智能化的必要手段,将获益于智能制造的快速发展实现市场规模的稳步提升。20世纪60年代,机器视觉检测设备开始在国外研究。深圳智能机器视觉检测设备品牌
由于工业领域使用了机器视觉系统,越来越多的其他技术也在寻求与之融合。塑胶机器视觉检测设备生产厂家
通过基本介绍,对于有检测需求的生产型企业,都可以根据自己生产的产品特性,来选择适合自己企业的视觉检测设备,避免因选错设备而带来不必要的经济损失,同时也对机器视觉检测行业留下一个不好的印象。其实很多对机器视觉反感的企业都是早期,因为没有搞清楚自己产品属性或者是被一些不良的视觉设备销售企业忽悠购买了,不适合自己产品需求的产品。从而导致企业钱化了不少却没有因为视检测给企业带来收益,从而排斥视觉检测。但也有早期购买选对视觉检测产品的企业,通过视觉检测提高的自己产品的品质保障,增加了产品市场竞争力。订单量随着品质提升也得到提升,让企业发展走上良性轨道的也是有的。说明选择是多么重要的一件事,要想选择选择正确需要的是知识与对这个行业的了解。希望这篇文章能够帮助到哪些有视觉检测采购计划的企业,让他们少走弯路实现自动化数据化检测,增加企业行业竞争力。塑胶机器视觉检测设备生产厂家

在工控、仪表行业成本管控日益严格的背景下,企业亟需通过优化生产流程、减少人力投入来降低运营成本,机器视觉检测设备可有效助力企业实现这一目标。该设备可替代大量人工质检岗位,减少人工招聘、培训、管理等相关成本,同时避免人工检测过程中的误判、漏检问题,降低不良品带来的损失,提升企业的经济效益。机器视觉检测设备的使用寿命较长,维护成本较低,模块化的结构设计便于后期维护与升级,可根据企业生产需求与行业技术发展,灵活拓展检测功能,延长设备使用寿命。此外,机器视觉检测设备可实现质检数据的数字化留存,满足企业体系审核、质量追溯等需求,助力企业规范生产管理,提升品牌口碑。对于中小规模工控、仪表企业而言,机器视觉...
- 浙江塑胶机器视觉检测设备批发 2026-05-11
- 杭州手机机器视觉检测设备 2026-05-11
- 辽宁外观机器视觉检测设备报价 2026-05-11
- 广东自动对准机器视觉检测设备现货 2026-05-11
- 青岛工业机器视觉检测设备供应 2026-05-11
- 海南晶圆机器视觉检测设备企业 2026-05-11
- 压力表机器视觉检测设备供应商 2026-05-11
- 青岛晶圆机器视觉检测设备批发 2026-05-11
- 江苏五金机器视觉检测设备批发 2026-05-11
- 湖南机器视觉检测设备厂家 2026-05-11


- 海南工业机器视觉检测设备公司 2026-05-10
- 河北晶圆机器视觉检测设备销售商 2026-04-29
- 上海视像机器视觉检测设备品牌 2026-04-28
- 辽宁铝材机器视觉检测设备企业 2026-04-28
- 压力表机器视觉检测设备生产厂家 2026-04-28
- 大连手机配件机器视觉检测设备厂家 2026-04-28





- 上海液位传感器测试台批发价 05-14
- 浙江铝铸件氦检设备企业 05-14
- 大连水流量传感器测试台直销 05-14
- 天津位置传感器测试台批发 05-14
- 江苏附近哪里有氦检设备价格 05-14
- 压力传感器测试台解决方案 05-14
- 杭州智能型传感器测试台销售商 05-14
- 壳体氦检设备企业 05-14
- 浙江轴式扭矩传感器测试台公司 05-14
- 海南阀门传感器测试台 05-14