
- 品牌
- 诺荣
- 型号
- 齐全
机器视觉外观检测设备就是利用机器代替人眼来对工件做测量和判断的设备,它通过机器视觉产品(即图像摄取装置,分 CMOS 和CCD 两种)将被摄取目标转换成图像信号,传送给图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。由于存在缺陷,应力集中和变形会在缺陷周围发生,因此很容易在图像中观察到。如果遇到透光缺陷(例如缺口,裂缝,气泡等),则光将在缺陷位置折射,并且光的强度将大于周围的光,因此在相机靶面上检测到的光也会相应增强。吸收性杂质(例如沙粒),则该缺陷位置的光变弱,并且在相机目标表面上检测到的光比周围的光弱。通过分析照相机收集的图像信号的强弱和图像特性,从而实现对产品缺陷的检测,杜绝不良品。机器视觉检测设备降低了工厂的成本。杭州O型密封圈机器视觉检测设备现货
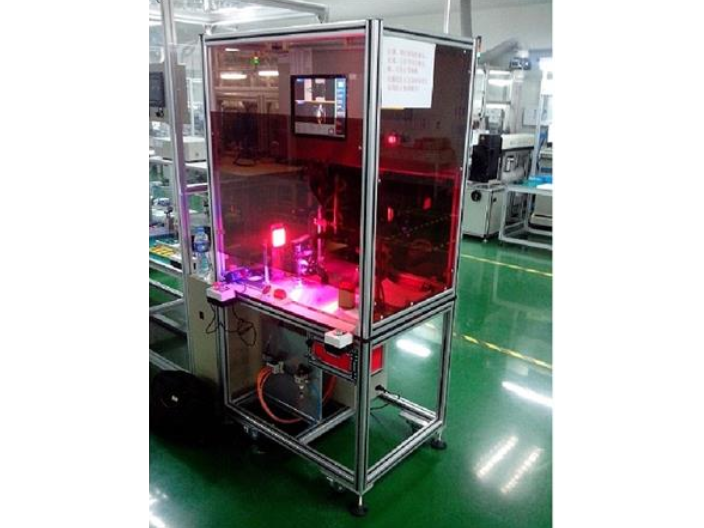
机器视觉检测设备
视觉检测设备是近年来发展起来的一项新技术。顾名思义,就是利用机器视觉(机器之“眼”)替代人体肉眼对产品进行质量检测的设备,其主要包含五大组件:工业镜头、工业相机、照明系统、图像采集卡和软件处理系统。机器视觉检测设备通过机器视觉产品(即图像摄取装置,分 CMOS 和CCD 两种)将被摄取目标转换成图像信号,传送给图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。北京O型密封圈机器视觉检测设备报价如何选择适合自己企业的视觉检测设备?
机器视觉自动化检测设备是个技术含量相对比较高的设备,没有一定的研发实力是做不好的。而业内真正有研发实力的不多,尤其是存在许多中间商,完全是接单,而并没有自己的研发能力。所以选择机器视觉自动化检测设备要找那些时间长经验丰富的厂家。机器视觉自动化检测设备是个技术含量相对比较高的设备,没有一定的研发实力是做不好的。而业内真正有研发实力的不多,尤其是存在许多中间商,完全是接单,而并没有自己的研发能力。所以选择机器视觉自动化检测设备要找那些时间长经验丰富的厂家。
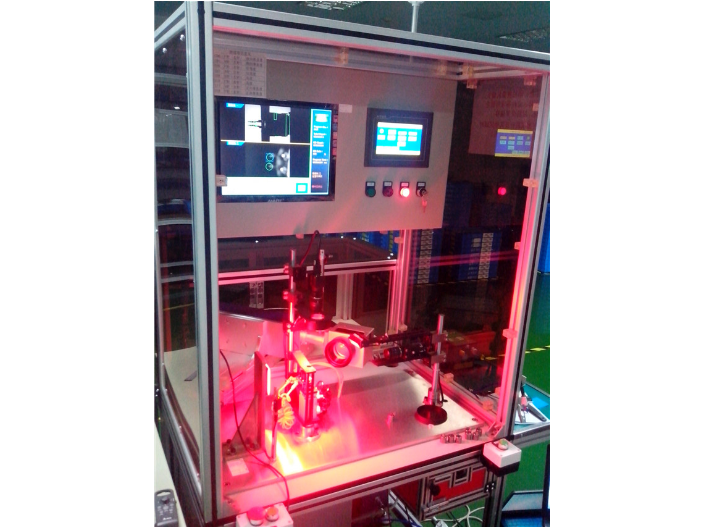
嵌入式机器视觉检测设备具有易使用、易维护、易安装等特点,能够快速搭建起可靠而有效的机器视觉系统,从而极大的加快应用系统的开发速度。PC式视觉系统是依托于计算机的视觉系统,主要由图像采集系统、数据处理系统等组成,包含工业相机、工业镜头、图像处理软件以及其他配件产品。PC式机器视觉应用系统相比于嵌入式的检测系统具有尺寸较大、结构复杂,开发周期较长的劣势,但其优势也是非常明显。目前嵌入式可达到的理想精度及速度远不及PC式机器视觉系统,较为复杂的系统功能略显不足。机器视觉检测设备主要包括:光源、镜头、工业相机、图像采集卡。
现代工业控制自动化生产一直提倡高效方法,而传统的手动检查和测试已不能满足的生产要求。机器视觉的出现与生产方法的发展趋势非常吻合,并且以其准确性,可重复性,高速度,通用性和低成本等优点而被广应用于许多行业,特别是在检测领域。在技术层面上取得了关键贡献。下面让我们来谈谈机器视觉自动化检测的工作特点。机器视觉自动化检测设备通常用于精确测量和零件识别应用,例如汽车零件规格的定期检查,自动组装完整性检查,电子组装线中零件的自动和精确定位以及饮料瓶包装盒印刷的质量检测。手机后盖徽标检查,包装设计上的条形码和字符识别。此应用程序的共同特征是连续批量生产和非常高的外观质量要求。考虑该标准的一方法是应用机器视觉技术。机器视觉检测设备通过优化使用能源和资源以及更有效的回收利用可以改善环境。河北O型密封圈机器视觉检测设备直销
机器视觉检测设备的设计早期认识到生产过程中的趋势和不规则性。杭州O型密封圈机器视觉检测设备现货
机器视觉检测包含一些重要部件,光源,镜头,相机,图像采集卡,数据传输,图像处理和测量软件等。随着各个部件的性能的提升,机器视觉系统的能力也呈指数级增长。系统的复杂度取决于特定的应用需求。选择佳部件,不但要考虑部件的性能能否满足需求(比如分辨率,帧率,测量算法等),同时需要考虑系统终所处的环境条件。比如在工业领域,这些环境条件包含部件变化,移载,定位,处理接口,振动,环境光,温度,灰尘,油污,水,电磁辐射等。在极端恶劣条件下,有时候需要将机器视觉组件添加保护措施。典型的例子,有些相机需要在相对洁净环境下使用。杭州O型密封圈机器视觉检测设备现货

在工控、仪表行业成本管控日益严格的背景下,企业亟需通过优化生产流程、减少人力投入来降低运营成本,机器视觉检测设备可有效助力企业实现这一目标。该设备可替代大量人工质检岗位,减少人工招聘、培训、管理等相关成本,同时避免人工检测过程中的误判、漏检问题,降低不良品带来的损失,提升企业的经济效益。机器视觉检测设备的使用寿命较长,维护成本较低,模块化的结构设计便于后期维护与升级,可根据企业生产需求与行业技术发展,灵活拓展检测功能,延长设备使用寿命。此外,机器视觉检测设备可实现质检数据的数字化留存,满足企业体系审核、质量追溯等需求,助力企业规范生产管理,提升品牌口碑。对于中小规模工控、仪表企业而言,机器视觉...
- 浙江塑胶机器视觉检测设备批发 2026-05-11
- 杭州手机机器视觉检测设备 2026-05-11
- 辽宁外观机器视觉检测设备报价 2026-05-11
- 广东自动对准机器视觉检测设备现货 2026-05-11
- 青岛工业机器视觉检测设备供应 2026-05-11
- 海南晶圆机器视觉检测设备企业 2026-05-11
- 压力表机器视觉检测设备供应商 2026-05-11
- 青岛晶圆机器视觉检测设备批发 2026-05-11
- 江苏五金机器视觉检测设备批发 2026-05-11
- 湖南机器视觉检测设备厂家 2026-05-11


- 海南工业机器视觉检测设备公司 2026-05-10
- 河北晶圆机器视觉检测设备销售商 2026-04-29
- 上海视像机器视觉检测设备品牌 2026-04-28
- 辽宁铝材机器视觉检测设备企业 2026-04-28
- 压力表机器视觉检测设备生产厂家 2026-04-28
- 大连手机配件机器视觉检测设备厂家 2026-04-28





- 常州小型电机测试台现货 05-27
- 常州低速电机测试台直销 05-27
- 常州大功率电机测试台供应 05-27
- 常州异步电机测试台直销 05-27
- 常州电机测试台直销 05-27
- 苏州力矩电机测试台供应 05-27
- 南京全铜电机测试台 05-27
- 南京三相电机测试台 05-27
- 苏州交流电机测试台厂家 05-26
- 南京直流电机测试台 05-26