- 品牌
- 无锡麦惠
- 型号
- GBJ,GJ
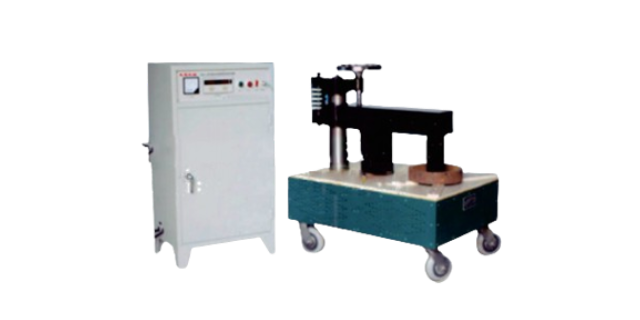
轴承加热器有以下操作程序:1、将轭铁放置在主机的端面上。2、将插头插入有控制开关的电源插座上。3、检查接地线是否良好,通电后用测电笔测试。4、按动启动按钮,主机通电。5、检查轭铁对地应无电压。6、按动停止按钮主机断电,停止加热。7、根据不同规格的轴承或其它工件,选择不同的轭铁套上,将此轭铁放在主机的顶端面上,应吻合平整。8、加热时,应将传感器插入“传感插座”,并将传感器紧贴被加热工件。9、当轴承加热到所需的温度,将会自动关断电源或按一下停止开关。10、停止加热后,轭铁向左或向右移动,取下轴承后将轭铁再放回主机顶端。11、如果重复使用,不间断地加热轴承,只需要将所加工的轴承再套进轭铁,按一下启动按钮即可。高效节能的感应加热器,是现代工业的理想选择。西安轴承感应加热器定制

在工业生产中,轴承加热器的重要性不言而喻。它能够提高轴承安装或拆卸的速度,减少工人的劳动强度,提高生产效率。同时,加热器还能够避免因人工操作不当而导致的轴承损坏,降低了生产成本。此外,随着技术的不断进步,轴承加热器的性能也在不断提升,未来它将在更多领域发挥更大的作用。在选择轴承加热器时,我们需要考虑多个因素。首先,要根据实际需求选择合适的加热功率和加热速度。其次,要关注加热器的温控精度和稳定性,以确保加热过程的安全可靠。此外,还要考虑加热器的耐用性和易维护性,以降低使用成本。我们还应该选择有良好售后服务和口碑的厂家,以确保购买到高质量的轴承加热器。太原齿圈感应加热器型号感应加热器的维护成本低,使用寿命长。

轴承加热器工作原理:1、短路加热:主机为一特殊结构的变压器,可移动的轭铁用以直接穿套轴承或其它被加热工件。工作时,接通轴承加热器主机电源,工件(相当于副边绕组)中感应产生短路电流而被加热。2、将轭铁放置到主机铁芯的端面上。3、检查插头与插座的接线是否一致,接地应良好,然后将插头插入有控制开关的电源插座上。4、将功能选择开关拨到手控位置,合上电源,这时红色指示灯亮。5、按起动按钮,主机通电,这时绿色指示灯亮红灯熄;按停止按钮,红灯亮绿灯熄。至此,调试结束,可投入使用。
在设计阶段要事前思索到便于拆卸,依据需求设计制造拆卸工具也是非常重要。在拆卸时,依据图纸研讨拆卸办法、次第,调查轴承的配合条件,以求得拆卸作业的万无一失。绕制材料常用铜线制做,它的损耗由铜损来表示,对于相当与小型变压器的轴承加热器来说铜损大于铁损,所以对铜线材料和绕制材料的工艺要求是很高的。比较好采用**度的聚脂漆包线,它电阻值比较小,导电性能好,绝缘漆层有足够的耐热性能,所以用**度的聚脂漆包线绕制的加热器性能也就比较优越。文章给大家详细介绍了拆卸轴承加热器的注意事项,希望对大家是有帮助的呢,希望大家在拆卸的时候一定要认真一些,不要随便去弄弄,如果不是按照的方法去进行拆卸的话会对轴承加热器造成很严重的影响,那样对于我们来说损失也是非常大的。如果自己不会操作,也可以联系轴承加热器厂家去进行处理。感应加热器利用电磁感应原理,实现高效加热。

轴承加热器工作时,如滚针轴承当轴承内径大于70mm,或配合过盈较大时,一般采用加热的方法使轴承孔膨胀,安装省力省时,也避免施力过大对轴承造成损伤。一般将轴承加热至80度,比较高100度就够了,超过120度就会导致轴承发生回火现象,致使套圈的硬度和精度降低,影响轴承使用。工厂里一般采用油槽加热法,轴承比较好用钩子之类吊起,不要直接接触油槽底部,避免局部过热,一般的柴油或者液压油就可以,尽量保证油的清洁,温度达到后,及时安装,温度下降很快。情况不具备的时候,经验比较丰富的焊工,保证受热均匀和加热温度对焊工技术要求较高。有几种简易的检验温度的方法,目测轴承有轻微变色,但不能发蓝,发蓝的时候就已经回火,再就是把轴承提出,往上面吐唾沫,唾沫吱吱响,但不急速消失,温度基本合适。感应加热器的加热过程无需接触,避免了材料污染。合肥超音频感应加热器批发
感应加热器能够减少工件变形,提高产品质量。西安轴承感应加热器定制
滚动轴承加热安装方法轴承热装机轴承加热机加热安装法的要点:①、加热的温度要控制得宜,温度过高轴承会受到损伤,温度过低则套圈膨胀量不足,效果不好。80~100℃的加热温度所得的内圈内径的热膨胀量,这对于具有一般过盈量的轴承而言,已经是足够了。②、一到达所要求的加热温度,就要尽快地进行安装,以免冷却而发生安装困难。③、轴承在冷却时在宽度方向也有收缩,因此安装时要施加一定的压力将内圈向肩部压紧,并且在冷却后用极薄的塞尺试作检测,是否在内圈端面与轴肩之间出现了间隙。总之,动作要求熟练、迅速和准确。滚动轴承加热安装方法当轴承的内径大于70mm,或配合过盈较大时,采用加热法使轴承孔膨胀,这样安装省力省时,也避免因施力过大而导致的损伤。西安轴承感应加热器定制
- 黑龙江电机壳感应加热器定制 2026-05-18
- 沈阳GJ型轴承感应加热器品牌 2026-05-18
- 内蒙古工频感应加热器型号 2026-05-18
- 甘肃齿圈感应加热器价格 2026-05-18
- 陕西轴承感应加热器价格 2026-05-18
- 江苏穿孔式感应加热器品牌 2026-05-18
- 辽宁铝壳感应加热器批发 2026-05-18
- 甘肃工频感应加热器市场价 2026-05-18




