如何正确使用轮廓仪准备工作1.测量前准备。2.开启电脑、打开机器电源开关、检查机器启动是否正常。3.擦净工件被测表面。测量1.将测针正确、平稳、可靠地移动在工件被测表面上。2.工件固定确认工件不会出现松动或者其它因素导致测针与工件相撞的情况出现3.在仪器上设置所需的测量条件。4.开始测量。测量过程中不可触摸工件更不可人为震动桌子的情况产生。5.测量完毕,根据图纸对结果进行分析,标出结果,并保存、打印。轮廓的角度处理:角度处理:两直线夹角、直线与Y轴夹角、直线与X轴夹角点线处理:两直线交点、交点到直线距离、交点到交点距离、交点到圆心距离、交点到点距离圆处理:圆心距离、圆心到直线的距离、交点到圆心的距离、直线到切点的距离线处理:直线度、凸度、LG凸度、对数曲线轮廓仪广泛应用于集成电路制造、MEMS、航空航天、精密加 工、表面工程技术、材料、太阳能电池技术等领域。日本轮廓仪有哪些品牌

轮廓仪,能描绘工件表面波度与粗糙度,并给出其数值的仪器,采用精密气浮导轨为直线基准。轮廓测试仪是对物体的轮廓、二维尺寸、二维位移进行测试与检验的仪器,作为精密测量仪器在汽车制造和铁路行业的应用十分广范。(来自网络)先进的轮廓仪集成模块60年世界水平半导体检测技术研发和产业化经验所有的关键硬件采用美国、德国、日本等PI,纳米移动平台及控制Nikon,干涉物镜NI,信号控制板和Labview64控制软件TMC隔震平台世界先进水平的计算机软硬件技术平台VS2012/64位,.NET/C#/WPFIntelXeon计算机掩模对准轮廓仪厂家表面三维微观形貌的测量方法非常丰富,通常可分为接触式和非接触式两种,其中以非接触式测量方法为主。
一、从根源保障物件成品的准确性:通过光学表面三维轮廓仪的扫描检测,得出物件的误差和超差参数,积大提高物件在生产加工时的精确度。杜绝因上游的微小误差形成“蝴蝶效应”,造成下游生产加工的更大偏离,蕞终导致整个生产链更大的损失。二、提高效率:智能化检测,全自动测量,检测时只需将物件放置在载物台,然后在检定软件上选择相关参数,即可一键分析批量测量。摈弃传统检测方法耗时耗力,精确度低的缺点,积大提高加工效率。
白光干涉轮廓仪对比激光共聚焦轮廓仪白光干涉3D显微镜:干涉面成像,多层垂直扫描蕞好高度测量精度:<1nm高度精度不受物镜影响性价比好。激光共聚焦3D显微镜:点扫描合成面成像,多层垂直扫描Keyence(日本)蕞好高度测量精度:~10nm高度精度由物镜决定,1um精度@10倍90万-130万三维光学轮廓仪采用白光轴向色差原理(性能优于白光干涉轮廓仪与激光干涉轮廓仪)对样品表面进行快速、重复性高、高分辨率的三维测量,测量范围可从纳米级粗糙度到毫米级的表面形貌,台阶高度,给MEMS、半导体材料、太阳能电池、医疗工程、制药、生物材料,光学元件、陶瓷和先进材料的研发和生产提供了一个精确的、价格合理的计量方案。(来自网络)。 光学系统:同轴照明无限远干涉成像系统。
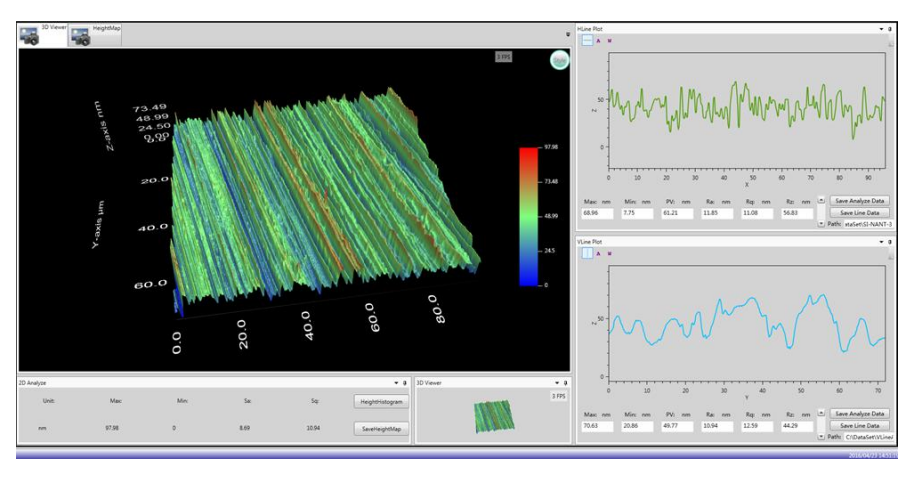
NanoX-2000/3000系列3D光学干涉轮廓仪建立在移相干涉测量(PSI)、白光垂直扫描干涉测量(VSI)和单色光垂直扫描干涉测量(CSI)等技术的基础上,以其纳米级测量准确度和重复性(稳定性)定量地反映出被测件的表面粗糙度、表面轮廓、台阶高度、关键部位的尺寸及其形貌特征等。广泛应用于集成电路制造、MEMS、航空航天、精密加工、表面工程技术、材料、太阳能电池技术等领域。使用范围广:兼容多种测量和观察需求保护性:非接触式光学轮廓仪耐用性更强,使用无损可操作性:一键式操作,操作更简单,更方便晶圆的IC制造过程可简单看作是将光罩上的电路图通过UV刻蚀到镀膜和感光层后的硅晶圆上这一过程。基恩士轮廓仪摩擦学应用
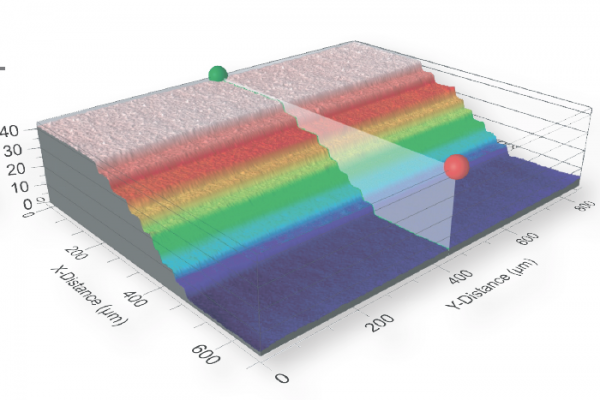
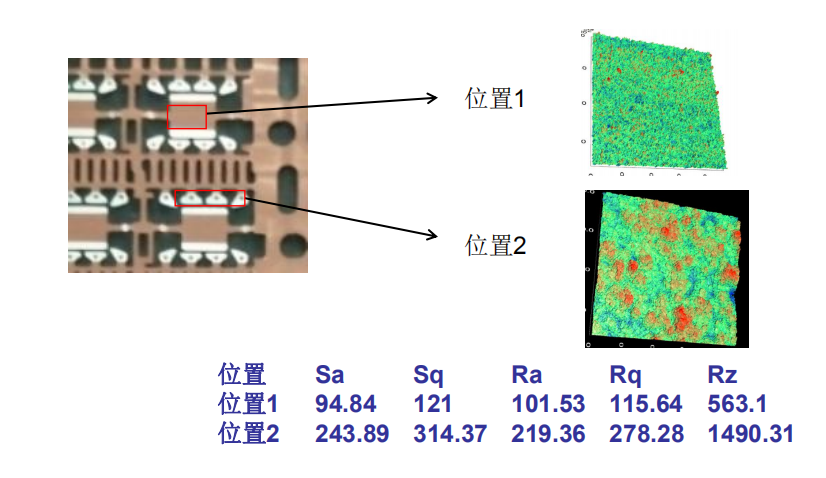
通过收集多个点的数据,轮廓仪可以生成物体的三维轮廓图或曲线图。日本轮廓仪有哪些品牌
关于三坐标测量轮廓度及粗糙度三坐标测量机是不能测量粗糙度的,至于测量零件的表面轮廓,要视三坐标的测量精度及零件表面轮廓度的要求了,如果你的三坐标测量机精度比较高,但零件轮廓度要求不可,是可以用三坐标来代替的。一般三坐标精度都在2-3um左右,而轮廓仪都在2um以内,还有就是三坐标可以测量大尺寸零件的轮廓,因为它有龙门式三坐标和关节臂三坐标,而轮廓仪主要是用来测量一些小的精密零件轮廓尺寸的,加上粗糙度模块也可以测量粗糙度。日本轮廓仪有哪些品牌