安路来特只用盐和水制出阳极电解液次氯酸水和阴极电解液氢氧化钠。阳极生成次氯酸水消毒液,无毒,无刺激,无残留,环保,杀菌广谱,杀菌迅速,次氯酸可以由我们的嗜中性粒细胞或白细胞自然产生,以抵抗微生物入侵。这使次氯酸成为安全的消毒剂。阴极生成氢氧化钠清洁液,无需调浓度直接清洁有机污垢,无任何添加剂,比起化工合成的烧碱比,电解氢氧化钠渗透力强,去污能力强,无任何添加,腐蚀性小。代替传统的化学CIP,无需高温,并省去碱洗和消毒剂步骤之间的冲洗,将清洁过程减少到4步,即水冲洗,阴极电解液,氢氧化钠清洁液,阳极电解液次氯酸消毒剂,结尾水清洗从而显着减少有价值的生产时间损失。这种节省时间的清洁过程还为装瓶商节省了能源和水,同时阳极电解液次氯酸水直接清洗消毒罐装前的空瓶,从而带来更大的利润和更环保的CIP过程。安路来特CIP方法有助于饮料厂实现可持续发展目标,保护产品和人类生命,并通过提供以下好处来提高盈利能力:1减少CIP上的时间损失,提高稼动率;2彻底净化微生物;去除生物膜,消除味道和残留物。3减少或完全不用昂贵和有害的化学品。4无毒,无刺激,无残留,提高工人的安全性。电解水通常是指含盐(如氯化钠)的水经过电解之后所生成的产物。日本电解水石油天然气
安路来特电解水设备碱性液发生器电解出来的阴极电解液氢氧化钠可以代替所有的一般用途的清洁剂和洗涤剂。当盐通过电解过程分解时,电解后碱性水的氧化还原电位(ORP)在-650~-850范围内为负的。负ORP表示缺乏氧分子。这种水也被称为“还原水”。水分子形成团簇。这些簇是大的群体,平均每个簇大约有14到20个分子。电解过程将这些簇分解成更小的组。电解后的碱性水具有更大的表面积和更小的表面张力。水通常用于清洁的液体,具有一种被称为表面张力的特性,它会使水在物体表面凝结表面并没有完全展开。在清洗过程中,必须降低表面张力,这样水才能扩散和润湿表面。为了达到这个目的而添加到水中的化学物质被称为表面活性剂-据说它们使水“更湿润”。阴极电解液是氢氧化钠和表面张力很低的水的结合体。氢氧化钠已经在无数的清洁产品中作为添加剂使用,其纯形式通常被称为苛性钠或碱液。在阴极电解液的浓度水平上它没有健康风险。此外,阴极电解液带有负电荷,因此不会产生泡沫。是氢氧化钠和低表面张力的水结合使阴极电解液成为理想的表面活性剂/洗涤剂。envirolyte电解水设备报价次氯酸电解水消毒剂,有安全、高效、杀菌广谱、应用范围广等优点。

安路来特电解水设备制取的次氯酸水,应用于农业,有先进国家法规认可,有据可查。根据2003年3月4日本农林水产省·环境省告示第1号(指定特定农药事项)指定的特定农药有“乙烯※”、“次氯酸水(限盐酸或氯化钾水溶液电解得到)”、“小苏打”、“食醋”及“天敌”5种资材。次氯酸作为消毒剂可以喷洒使用,有效病害是黄瓜的霜霉病、草莓的灰霉病等,参考使用方法是生成后按照200L/10a的使用量剂型喷洒。美国农业部(USDA)-将次氯酸列入国家有机食品计划,标准/认定细节:本备忘录认定了电解水(次氯酸)是有机生产和处理中允许使用的一种氯系产品。2014年6月9日,美国国家有机计划(NOP)发布了一份政策备忘录(PM14-3),内容涉及美国农业部有机法规第7卷CFR第205部分规定的电解水相关信息。PM14-3发布后,相关企业和从业者向NOP提供了更多关于电解水的技术和法规信息,其中指出在有机农业生产和处理中允许使用次氯酸水相关产品。综合来看,酸性电解水作为一种绿色环保的新型防控技术,在植物病害防治方面具有广谱性,通过喷施与农药替代等方式能减少农药污染、降低植物及环境中农药残留风险。
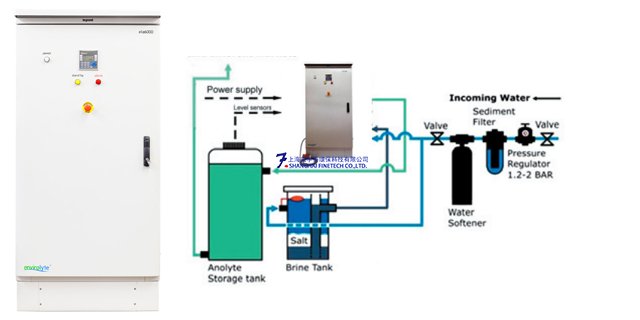
安路来特CIP 系列电解水设备是与envirolyte集团的食品加工和饮料市场合作伙伴共同开发的,为CIP操作量身定做。在 CIP 发生器中,电解液是通过精确预设的次氯酸与氢氧化钠参数产生的, ppm 浓度、pH 和盐/氯化物残留量,精确,稳定。所有目的是在进行 CIP 时提供高效率并避免任何腐蚀风险。CIP发生器是阳极电解液/阴极电解液生产技术向前迈出的重要一步,其特点是:1,低盐低氯化物技术,保护我们客户的腐蚀问题。2,确保电解液始终在其指定参数范围内,并生产质量一致的阳极电解液和阴极电解液。3,单独生产阳极液或阴极液或同时生产两种电解液,按需生产所需电解液4,50年以上的电解水技术,高效,稳定,寿命长。5,体积小,操作方便,配备远程监控,让您高枕无忧。6,欧洲标准的品质组件,整机原装进口。7,使用出厂设置轻松生产阳阴极电解液CIP系列发生器阳极液次氯酸浓度500ppm,pH6至7可调阴极电解液氢氧化钠浓度1000ppmpH大于12CIP/HD系列发生器阳极液次氯酸浓度500ppm到3000ppm,pH值5到7.5范围内可调。高浓度次氯酸可高达8000ppm。安路来特次氯酸电解水发生器特有纳米级隔膜电解槽,能保证盐和水充分高效电解,生产高浓度次氯酸电解水。

2007年,安路来特电解水设备,CIP清洗设备在可口可乐SABCOPolokwane测试成功,随后在其世界范围内的装瓶厂进行测试和推广应用。设备也在不断改进和升级,持续保持技术优势地位,保证用户持续获得很好的使用体验及经济效益。1,技术绿色安全,使用盐和水,可控的电解技术。对被消毒对象、人体及环境均安全。2,省时、省水和省能源2高效杀菌无残留加快了CIP环节的速度,节省了时间、水和电。3,总体微生物可控3电解水在CIP使用后,微生物量从平均400cfu/ml减少到不足25cfu/ml。具体数据如下:一、采用安路来特电解水CIP,能耗降低90%,节省时间1.5步法用时由90分钟减少到27分钟2.3步法用时由40分钟减少到17分钟3.清洗用时由15分钟减少到5分钟。二、采用电解水CIP,用水量大幅减少1.5步法用水量从41立方米减少到3.5立方米2.3步法用水量从25立方米减少到3.5立方米。3.清洗用水从15立方米减少到3.5立方米,中间冲洗由5步减少到4步。三、采用安路来特电解水CIP微生物量从平均400cfu/ml减少到不足25cfu/ml。次氯酸电解水发生器生产的次氯酸水是一种具有高效杀菌消毒功能的“水”,可以象自来水一样使用。envirolyte电解水设备报价
次氯酸电解水发生器无疑对现代农业和果蔬包装行业的发展起到了重要的推动作用。日本电解水石油天然气
养虾业受到疾病和水质问题的困扰,特别是弧菌,这些问题已成为未来养虾业的主要障碍。安路来特电解水设备产生的活性水溶液成功引入虾类生产行业。这种新技术的好处如下:1,在养虾的各个阶段(孵化场等)提高成活率:从20-30%到60-100%;2,彻底废除药物的使用;3,更好的水质,控制水的酸碱度和藻类的生长;4,更好的产量:从每个池塘2-3吨到5-7吨5,缩短海虾生长周期;从120-160天到70天6,由于生长周期较短,每年的额外产量;7,更好的饲料转化率;8,在虾(成长期)有效控制病毒和细菌疾病。当虾生长的所有阶段都变得更加可靠时,随着新技术的出现他们将养殖虾的生产将再一次飞跃。疾病是对虾养殖未来的很大障碍。养殖场和孵化场对肆虐的原生动物、杂菌和细菌几乎没有防御措施,但构成很大威胁的是病毒性疾病。入池时用阳极液对水进行消毒,并每天对新加入的水进行消毒,是解决病害问题的有效途径。孵化场水的每日消毒是执行生态系统方法的努力的一部分,由于其接近自然条件,以更强的后期幼体获得回报。用阳极电解液处理对虾饲料有几个优点:更好的饲料转化率、更快的生长、更低的死亡率和改善的水质。日本电解水石油天然气
电解食盐水制次氯酸是一个重要的化学过程,主要用于生产次氯酸(HClO)溶液,这是一种常用的消毒剂。以...
【详情】电解食盐水制次氯酸是一个重要的化学过程,主要用于生产次氯酸(HClO)溶液,这是一种常用的消毒剂。以...
【详情】为了得到稳定的次氯酸溶液,通常会采用一些特殊的方法或设备,如电解法次氯酸发生器。这些设备通过精确控制...
【详情】次氯酸电解水是一种常见的消毒剂,广泛应用于水处理、医疗卫生和食品加工等领域。它具有强氧化性,能够有效...
【详情】