- 品牌
- 开鸿环保
- 型号
- 齐全
- 种类
- 废气处理设备,废气除臭装置,废气治理工程,废气催化燃烧器,废气回收净化装置,有机废气处理成套设备,环氧乙烷废气处理设备
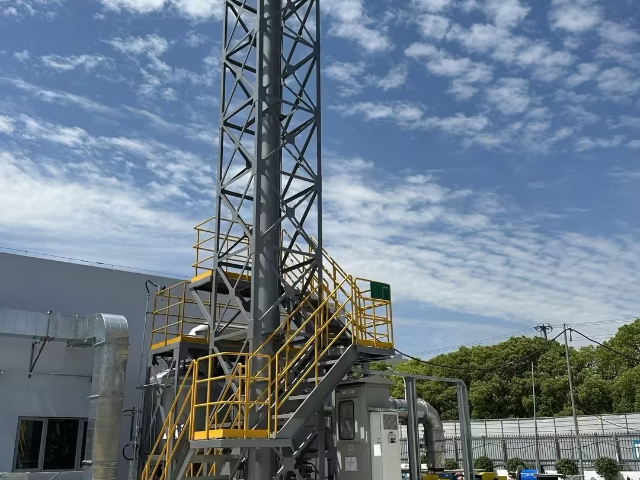
蓄热式废气处理炉(RTO),所需温度:摄氏800-900度,低于500ppm的甲苯浓度也可以启动自燃性系统设计,可实现与RCO配合使用,适用于大风量、低浓度,适用于有机废气浓度在100PPM—20000PPM之间。其操作费用低,有机废气浓度在450PPM以上时,RTO装置不需添加辅助燃料;净化率高,两床式RTO净化率能达到98%以上,三床式RTO净化率能达到99%以上,并且不产生NOX等二次污染;全自动控制、操作简单;安全性高。优点:在处理大流量低浓度的有机废气时,运行成本非常低。缺点:较高的一次性投资,燃烧温度较高,不适合处理高浓度的有机废气,有很多运动部件,需要较多的维护工作。废气处理的技术路线包括干法处理、湿法处理、膜分离等。危废废气处理厂家
废气处理是指对工业生产中产生的废气进行处理,以减少对环境的污染,保护大气环境的行为。废气处理方法种类繁多,根据不同的废气成分和排放标准,选择合适的处理方法至关重要。本文将介绍几种常见的废气处理方法,希望能为大家在工业生产中的废气处理提供一些参考。常见的废气处理方法之一是物理吸附法。物理吸附法是利用吸附剂对废气中的有害物质进行吸附,从而达到净化废气的目的。常用的吸附剂包括活性炭、硅胶等。物理吸附法适用于废气中有机物和气态污染物的处理,操作简单,成本较低,但对废气中的水蒸汽和高温气体处理效果较差。苯乙烯废气处理总承包商废气处理过程中应注重安全环保,防止发生意外事故和环境污染。

吸收工艺:(1)吸收工艺简介,用溶液、溶剂或清水吸收工业废气中的挥发性气体,使其与废气分离的方法叫吸收法。溶液、溶剂、清水称为吸收剂。吸收剂不同可以吸收不同的有害气体。吸收法使用的吸收设备叫吸收器、净化器或洗涤器。吸收法的工艺流程和湿法除尘工艺近似,只是湿法除尘工艺用清水,而吸收法净化有害气体要用溶剂或溶液。(2)吸收工艺原理及流程,以石油和天然气回收为例,石油和天然气回收应包括炼油厂,化工厂,石油和天然气站装卸、产生的油气。石油和天然气出厂到销售终端是一个完整的系统。
催化燃烧法,催化燃烧是在催化剂的作用下,将废气中的有害可燃组分完全氧化为二氧化碳和水的过程。优点:催化燃烧器净化率高、工作温度低、能量消耗少、对可燃组分浓度和热值限制少,操作简便和安全性好。缺点:有的气体燃烧条件苛刻,需高温、高空和高水蒸气分压,因此催化剂必须具备较高的活性、高热稳定性和较高的水热稳定性,以及一定的抗中毒能力。活性炭吸附法,活性炭吸附是将有机废气由排气风机送人吸附床,有机废气在吸附床被活性炭吸附剂吸附而使气体得到净化,净化后的气体排向大气即完成净化过程。优点:吸附率高,运行能耗低,费用成本低,安全可靠,适用于有爆裂的危险场所,吸附剂可以回收,节能环保。缺点:不耐高温,在湿润的条件下不能保持很好的吸附能力;易燃,较快达到饱和吸附而失去效用;产生二次固体或液体污染物。废气处理技术的发展需要关注其对生态系统的影响,确保处理过程的环境友好性。

催化剂焚烧炉CatalyticOxidizer,催化剂焚烧炉的设计是依废气风量,VOCs浓度及所需知破坏去除效率而定。操作时含VOCs的废气用系统风机导入系统内的换热器,废气经由换热器管侧(Tubeside)而被加热后,再通过燃烧器,这时废气已被加热至催化分解温度,再通过催化剂床,催化分解会释放热能,而VOCs被分解为二氧化碳及水气。之后此一热且经净化气体进入换热器之壳侧(shellside)将管侧(tubeside)未经处理的VOC废气加热,此换热器会减少能源的消耗,然后,净化后的气体从烟囱排到大气中。废气处理技术的不断优化,为工业生产的绿色发展提供了有力支撑。农药废气处理工程项目
废气处理技术的推广应用有助于改善环境质量,保护人民的健康。危废废气处理厂家
水吸收法原理:利用臭气中某些物质易溶于水的特性,使臭气成分直接与水接触,从而溶解于水达到脱臭目的。适用范围:水溶性、有组织排放源的恶臭气体。优点:工艺简单,管理方便,设备运转费用低 产生二次污染,需对洗涤液进行处理。缺点:净化效率低,应与其他技术联合使用,对硫醇,脂肪酸等处理效果差。曝气式活性污泥脱臭法,原理:将恶臭物质以曝气形式分散到含活性污泥的混和液中,通过悬浮生长的微生物降解恶臭物质 适用范围广。适用范围:截至2013年,日本已用于粪便处理场、污水处理厂的臭气处理。优点:活性污泥经过驯化后,对不超过极限负荷量的恶臭成分,去除率可达99.5%以上。缺点:受到曝气强度的限制,该法的应用还有一定局限。危废废气处理厂家
- 上海制药废气处理总承包商 2025-01-05
- 湖北医药中间体废气处理 2025-01-04
- 印刷废气处理厂家 2025-01-04
- 河北工业废气处理 2025-01-03
- 甘肃活性炭吸附废气处理 2025-01-02
- 上海冷凝废气处理环保工程 2025-01-01
- 福建生物除臭废气处理 2024-12-31
- 上海危废废气处理原理 2024-12-30
- 上海废酸废气处理总承包商 2024-12-30
- 深冷废气处理厂家 2024-12-30
- 四川深冷废气处理 2024-12-29
- 河北废气处理设计公司 2024-12-28



