MIDA探针应用的辅助程序,可为每类机床以及带有各种附件的每类客户规范定制马波斯配件系统。正确测量在很大程度上取决于探针接近零件以及精确触及到接触点的能力。马波斯在设计探针方面有着丰富的经验,其旨在为机床研发各种支架、延伸架与触针,以尽可能提供更大的灵活性。支架与延伸架接触式测头的支架与延伸架范围使得能够将测头用于每类机床上以及从机床和零件几何形状方面适应**关键的应用。探针带有红宝石球或钢球的陶瓷或钢制探针系列使得可以为每个测量应用做出比较好配置。可获取各种版本的与碳化钨接触的零件和刀具测量探针,这些探针的针杆由陶瓷或不锈钢制成,通常有M4螺纹,以便能够将触针紧固在测头上。每个探针可确保高精确度和高可靠性,且可请求获取各种定制解决方案。MARPOSS嗅探氦气泄漏测试方案能够测量10-2 - 10-4 SCC/sec的泄漏,该技术在漏率范围内取得了良好测试结果。湖南机床主轴动平衡测量仪方法

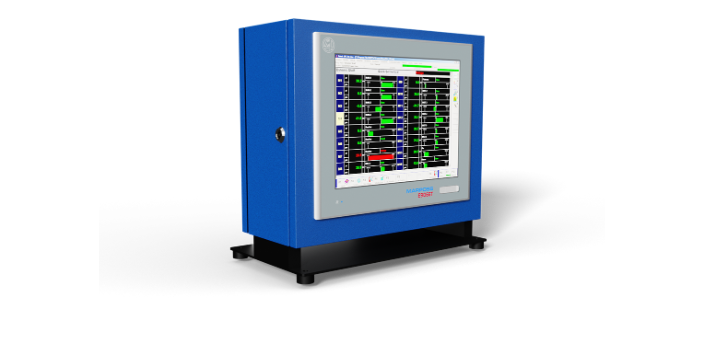
为提高市场上可获取的磨床生产的工件质量,需要一个控制系统控制作业周期工件的尺寸。在马波斯进行的各种测量中采用的各类**设备中,P7ME是难得的全数字设备,其主要功能是连接并管理马波斯多年生产的所有类型的测量头。P7ME是一个模块化设备,其尺寸与性能的配置涉及到需要使用的测量头数量以及特殊机床周期控制。E是由一个协调并管理不同选项卡/功能的标准件卡构成,采用机床和操作员界面的逻辑控制通信模式。终端用户关心的是可获取的不同周期的程控,其将决定并指定加工前、加工中与加工后监控的参数与特征。E可自动获取工件的直径或长度值,分析噪声,将程控阈值与各种值比较,以便操作员/机床做出决定。山东加工后测量仪品牌马波斯测量科技是比较有实力的数控车床测量仪厂家。

P7ME设备专为尺寸测量功能而设计。它有两个版本的框架,版本有3个盲槽,位于机床的内部,可通过适当的电缆或者一个或两个远程面板或通过点到点以太网将它们连接到机界面软件(MHIS)的个人电脑上,而第二个版本的前板有3个卡槽。可根据加工中/加工后所需的测量类型而选取专门的应用软件,且应给应用软件配置相应的必要周期。P7ME的两个硬件接口使得可通过物理I/O或现场总线方式交换信号。通过以太网连接到个人电脑使得远程用户界面能够与机床交换信息、数据与文件,从而让所有终端用户可以保证生产以及监控机床本身的使用寿命。
可将WRSP60扫描式测头用于检查新加工的部件的轮廓是否正确以及用于直接检测机床中任何表面缺陷,从而避免将此类检查与检测传输到测量实验室,以及避免在需要后续返工的情况中将其重新定位在机床中。马波斯研发的这款WRSP60测头拥有一个无线传输系统,可将其用于在**常用的切屑去除机床上直接扫描零件。在使用WSRP60测头时,可完成一些采用标准接触式测头不能完成的操作或者可**缩短周期时间,如:通过切割程序校正、标准件比较以及跳动检查而完成轮廓质量控制、零件未对准校正与表面变形检查,也可将这些测头用于进行正确定位零件所需的“接触”。带有WRI无线接收器的系统接口能够与安装在工业或标准个人计算机上的软件包通信,从而管理并呈现测量值以及获取数据。可采用WRSP60系统通过对新加工的零件进行轮廓与表面接触式扫描直接在机床环境对机械加工过程进行精确、完整的质量控制。系统采用无线传输系统将数据传到WRI接收器。通过一个**马波斯软件包收集、分析与呈现数据。控制系统可以根据单个机器规格快速配置,远程更新和监测,并允许在生产过程的其他自动化和控制***享数据。
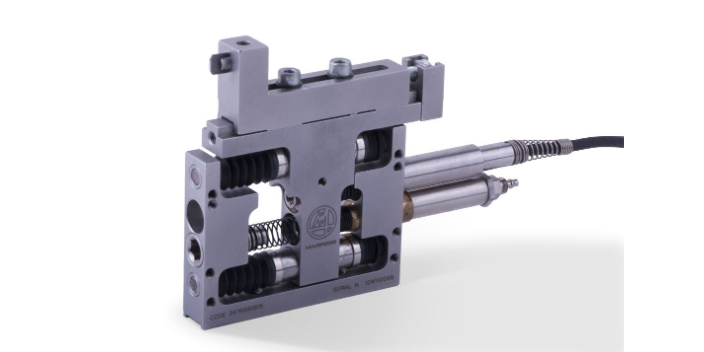
加工中心及铣床:马波斯开发了各种系统,包含采用无线传输技术的工件检测系统,接触式或非接触式的刀具测量及检查系统,通过各种传感器实现过程监控的系统,这种系统用于检控刀具和机床各部件的状态以及通过安装在主轴上的无线传输电子塞规进行在机尺寸测量。在机床加工中心上进行测量从未如此简单、快速与准确。将马波斯的WRG孔径规用作常规刀具,从刀具库装载到机器主轴中,从而对机械加工零件进行尺寸控制。它的坚固性以及测量精度使得它特别适合大规模生产,很容易适应终端用户的测量要求。部件检测使得能够在机械加工之后进行尺寸检查。这样,用户需要知晓:如果零件在公差范围内,则可进入下个流程如果零件的尺寸低于要求的零件,则需要进一步机械加工如果零件的加工不良以及不在公差范围内,则应立即移除坏的零件,防止进入下个流程磨床测量仪系统,请联系马波斯测量科技。中国澳门数控机床测量仪方法
在线加工测量仪方法咨询,请联系马波斯测量科技。湖南机床主轴动平衡测量仪方法
可通过E32U接口将所有测头硬接线到机床CNC上。如果是机械加工中心或带有自动刀具更换(ATC)系统的铣床上的零件探针应用,或者是将探针安装在转塔刀架中的机床加工应用,红外线(VOS光学主轴探针)与无线电(WRS无线电主轴探针)传输系统**着理想的解决方案。用于加工中心的零件检查和刀具安装的光学传输系统:即便在**复杂的操作环境中,光学传输接触式测头可使机械加工中心更有效率并且提高了自动化程度,从而缩短周期时间以及降低报废件百分比。零件定位与对准操作使得用户不再需要对零件进行任何操作。除自动化的零件尺寸检测外,马波斯SW还为机床CN提供了后来机械加工流程所需的所有反馈。由于适当优化的软件周期和易于理解的图形界面,操作员/机器集成过程是即时的。湖南机床主轴动平衡测量仪方法