- 品牌
- 志远超硬材料
- 型号
- 非标定制
- 类型
- 切割砂轮,磨钢球砂轮,普通砂轮,蜗杆磨砂轮,碾米砂轮,深切缓进给磨砂轮,高速砂轮,超高速砂轮,重负荷磨削砂轮,无心磨砂轮
- 外形
- 螺栓紧固砂轮,蝶形砂轮,平行砂轮,碗形砂轮,筒形砂轮,斜边砂轮,凹面砂轮,凸面砂轮,杯形砂轮,锥面砂轮
- 材质
- 金刚石,单晶刚玉,白刚玉,橡胶砂轮,锆刚玉,棕刚玉,绿碳化硅,铬刚玉,黑碳化硅,氮化硼/CBN
- 工艺
- 电镀
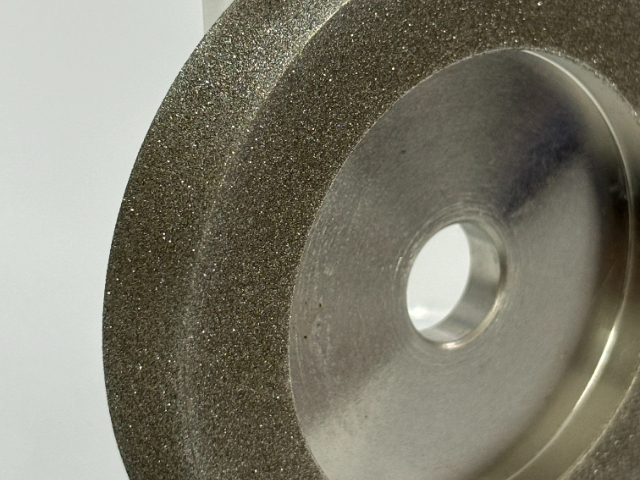
电镀金刚石砂轮的制造工艺主要是电化学法制作,具体工艺如下:首先,电镀金刚石砂轮的工作层含有金刚石磨粒,金刚石磨料通过电化学法被金属结合剂粘结在基体上。在这个过程中,首先沉积金属结合剂的厚度为金刚石磨粒高度的20%(上砂),然后继续用金属结合剂把金刚石磨粒粘结(增厚),使得其厚度约为磨粒高度的2/3。然而,电镀金刚石砂轮在工作表面上金刚石浓度过大是一个需要解决的问题。为了调整金刚石在工作表面上的浓度,可以采用金刚石磨料预先和填料混合的方法。这些填料可以是盐类、玻璃球或磁铁颗粒。在粘结后,通过溶解法、升华法或磁场法去除填料,以调整金刚石在工作表面上的浓度。虽然只有单层金刚石,但仍有足够寿命;对于精度要求较高滚轮砂轮,电镀是只有制造方法。然而,电镀金刚石砂轮也存在一些缺点。由于镀层金属与基体及磨料结合面上并不存在牢固的化学冶金结合,磨料实际上只被机械包埋镶嵌在镀层金属中,因此把持力较小。在高效磨削时,金刚石颗粒负荷较重,易脱落(或镀层成片剥落),从而导致整体失效。为了增加把持力,就需要增加镀层厚度,但这会减小磨粒裸露高度和容屑空间,使得砂轮容易发生堵塞,散热效果差,工件表面容易发生烧伤。这款砂轮的电镀金刚石颗粒分布均匀,确保磨削质量。青海单斜边电镀金刚石砂轮厂家

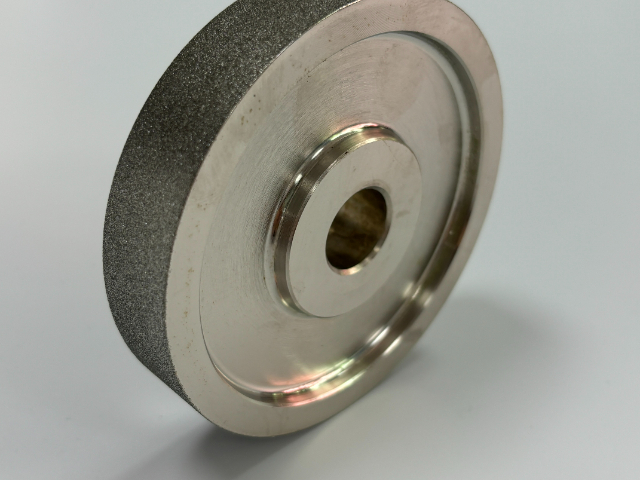
更换旧砂轮是一个需要谨慎操作的过程:一、准备工作关闭砂轮机电源,断开电源插头,确保安全123。确定需要更换的砂轮片规格和型号,以免误买不合适的砂轮片1。准备工具:扳手、弹簧夹子、钳子等,并确保工作台面干净整洁13。二、拆卸旧砂轮用扳手松开紧固螺栓,取下旧砂轮片1。如砂轮片过于牢固,使用弹簧夹或钳子将其夹住,并再次松开螺栓,操作需小心,以免破坏砂轮片或砂轮机1。用刚性硬毛刷处理砂轮机轴上的尘土和杂物,以保证砂轮片安装牢固1。三、安装新砂轮将新砂轮片与轴心对准,并注意安装方向、型号和规格是否合适12。用扳手将紧固螺栓拧紧,不要过紧或过松,以免产生松动或破损1。当金刚石砂轮外径大于150毫米时,装上法兰盘后要注意先进行平衡。然后装到磨床上进行修整,修整后应该再次进行平衡检查,检查好之后才能使用4。四、检查和测试安装完成后,轻轻转动砂轮,确保其旋转顺畅且没有松动感2。重新连接电源并进行试运行,以确保砂轮能正常工作2。五、注意事项在操作砂轮机时,必须佩戴防护眼镜、口罩和耳罩等防护措施,以保护个人安全和健康安徽烧结圆弧电镀金刚石砂轮精密制造的电镀金刚石砂轮,满足高精度加工需求。
电镀金刚石砂轮的工作原理是利用电化学法制作的常用金刚石工具。这个过程具体表现为电解化学原理,通过电的阴阳极方法,使化学成分分解成阴阳离子,并在电的作用下,将离子固定在产品上,从而新形成一层物质。具体来说,电镀金刚石砂轮是金属复合电沉积过程(又称镶嵌电镀)。在电镀过程中,由于采用Ni-Co二元合金或Ni-Co-Mn三元合金电解液,可以获得合金复合镀层,这种镀层具有比单金属Ni镀层更好的性能(如硬度、致密性、耐磨性、耐高温性等)。金刚石在弱酸性溶液中会吸附H,并在电场作用下向阴极缓慢移动,只终吸附在阴极表面。当Ni、Co、Mn不断在阴极表面吸附时,它们会把吸附在阴极表面的金刚石不断包裹起来,形成金刚石复合镀层。为了使金刚石与基体及包裹镀层互相溶合成一体,基体及镀层必须具有与金刚石表面相似的结构。电镀工艺生产的砂轮质量高、生产效率高、成本低廉,因此在金刚砂轮行业中得到很多利用。
电镀金刚石砂轮是一种高性能的磨削工具,它主要用于各种材料的精密磨削和抛光。以下是电镀金刚石砂轮的主要用途:硬质合金的磨削:电镀金刚石砂轮在硬质合金的磨削领域有着广泛的应用。由于其高硬度和耐磨性,它能够快速而有效地去除硬质合金表面的材料,同时保持较高的磨削精度。光学元件的加工:在光学行业中,电镀金刚石砂轮被用于光学元件的精密磨削和抛光。这些元件对表面光洁度和形状精度有极高的要求,电镀金刚石砂轮能够满足这些要求,确保元件的光学性能。半导体材料的加工:在半导体行业中,电镀金刚石砂轮被用于硅片的切割、磨削和抛光等加工过程。这些过程对材料的精度和表面质量有着极高的要求,电镀金刚石砂轮能够满足这些要求,确保半导体材料的性能。石材的加工:电镀金刚石砂轮也适用于石材的切割、磨削和抛光等加工过程。其高效的磨削能力和良好的耐用性使得它成为石材加工行业的重要工具。其他材料的磨削:除了上述材料外,电镀金刚石砂轮还可以用于陶瓷、玻璃、复合材料等多种材料的磨削和抛光。其很多的适用性使得它在各个工业领域都有着重要的应用。电镀金刚石砂轮,适用于各种复杂形状的工件磨削。

选择合适的砂轮片需要考虑以下几个关键因素:粒度的选择:粒度决定了砂轮片的磨削效率和加工表面的粗糙度。用粗粒度砂轮磨削时,生产效率高,但磨出的工件表面较粗糙;用细粒度砂轮磨削时,磨出的工件表面粗糙度较好,而生产率较低。在满足粗糙度要求的前提下,应尽量选用粗粒度的砂轮,以保证较高的磨削效率。一般粗磨时选用粗粒度砂轮,精磨时选用细粒度砂轮。硬度的选择:砂轮片的硬度应根据加工材料的硬度和韧性来选择。磨削软材料时应选择硬砂轮片,磨削硬材料时应选择软砂轮片;磨削软而韧的有色金属时,硬度应选择较软的。结合剂的选择:陶瓷结合剂是一种无机结合剂,化学性能稳定、耐热、抗腐蚀性好,气孔率大。这种结合剂制造的砂轮磨削效率高、磨耗小,能较好地保持砂轮的几何形状,应用范围广。形状和尺寸的选择:根据加工需求和设备类型选择适合的砂轮片形状和尺寸。常见的砂轮片形状有平形、斜边、筒形、杯形、碟形等。品牌和质量:选择有名品牌和质量质量的砂轮片,以确保加工质量和安全性。可以通过查看产品认证、用户评价等方式来评估品牌和质量。经济性和适用性:考虑砂轮片的价格和性价比,以及其在具体加工任务中的适用性。电镀金刚石砂轮,助您轻松应对各种磨削需求。青海单斜边电镀金刚石砂轮厂家
电镀金刚石砂轮,助力企业提升竞争力。青海单斜边电镀金刚石砂轮厂家
一、使用前准备检查金刚石砂轮:确保砂轮无明显裂痕、破损或变形,如有异常,应立即更换。检查砂轮安装:确保砂轮安装牢固,无松动现象。检查磨床:确保磨床各部件完好,无异常现象,特别是磨床主轴的精度和稳定性。检查防护装置:确保磨床防护装置齐全、完好,能够有效防止砂轮碎片飞溅。二、使用过程中注意事项严格遵守操作规程:操作人员必须熟悉并遵守金刚石砂轮的使用规程和磨床的操作规程。控制进给速度:根据加工材料和砂轮的性能,合理控制进给速度,避免过快或过慢。保持冷却液充足:在磨削过程中,应确保冷却液充足,以降低砂轮温度,延长使用寿命。避免砂轮空转:在启动磨床前,应确保砂轮与工件之间有足够的接触面积,避免砂轮空转。定期检查砂轮磨损情况:在磨削过程中,应定期检查砂轮的磨损情况,如有必要,应及时更换砂轮。三、安全注意事项穿戴防护用品:操作人员必须穿戴防护眼镜、防护手套等防护用品,确保人身安全。禁止无关人员靠近:在磨削过程中,应禁止无关人员靠近磨床,以免发生意外。紧急停机:在发生异常情况时,应立即按下紧急停机按钮,停止磨床运行。砂轮破裂处理:如砂轮发生破裂,应立即停机,并清理现场,确保无碎片残留。青海单斜边电镀金刚石砂轮厂家
- 吉林单斜边电镀金刚石砂轮生产厂家 2024-12-12
- 青海树脂电镀金刚石砂轮厂商 2024-12-11
- 甘肃合金烧结电镀金刚石砂轮制造商 2024-12-09
- 吉林金属烧结电镀金刚石砂轮批发 2024-12-09
- 青海金属结合剂电镀金刚石砂轮供应商 2024-12-09
- 广西烧结式电镀金刚石砂轮厂商 2024-12-08
- 安徽铜烧结电镀金刚石砂轮生产商 2024-12-08
- 广西金属结合剂电镀金刚石砂轮 2024-12-06
- 云南合金烧结电镀金刚石砂轮定制 2024-12-06
- 湖南金属烧结电镀金刚石砂轮生产厂家 2024-12-05
- 湖南陶瓷结合剂电镀金刚石砂轮 2024-12-04
- 江苏烧结圆弧电镀金刚石砂轮批发 2024-12-02