- 品牌
- 志远超硬材料
- 型号
- 非标定制
- 类型
- 切割砂轮,磨钢球砂轮,普通砂轮,蜗杆磨砂轮,碾米砂轮,深切缓进给磨砂轮,高速砂轮,超高速砂轮,重负荷磨削砂轮,无心磨砂轮
- 外形
- 螺栓紧固砂轮,蝶形砂轮,平行砂轮,碗形砂轮,筒形砂轮,斜边砂轮,凹面砂轮,凸面砂轮,杯形砂轮,锥面砂轮
- 材质
- 金刚石,单晶刚玉,白刚玉,橡胶砂轮,锆刚玉,棕刚玉,绿碳化硅,铬刚玉,黑碳化硅,氮化硼/CBN
- 工艺
- 电镀
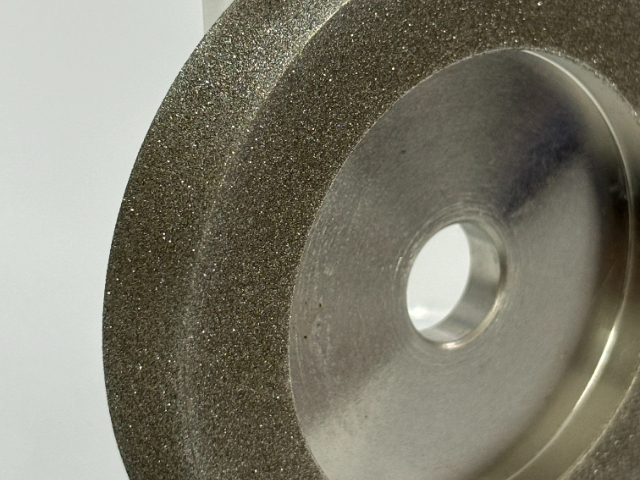
金刚石砂轮可以用于打磨工程塑料,但具体使用还需根据材料和技术参数来确定。金刚石砂轮具有高硬度、高耐磨性和高热导率等特点,适用于加工硬质材料。对于工程塑料,尤其是具有特殊性质的工程塑料如PEEK,金刚石砂轮是一种合适的选择。PEEK材料是一种高性能的工程塑料,具有优异的耐热、耐化学腐蚀、耐磨损等特性,在加工时需要选择合适的砂轮。金刚石砂轮的高硬度和高耐磨性使其能够应对PEEK材料的加工需求。然而,具体能否使用金刚石砂轮进行打磨还需考虑打磨材料和金刚石砂轮的技术参数。例如,在打磨塑料件时,需要选择合适的金刚砂粒度,并控制打磨力度以防止过热和损坏材料。同时,必要的安全措施也需要得到重视。综上所述,金刚石砂轮可以用于打磨工程塑料,但在使用过程中需要仔细评估材料特性和技术参数,以确保达到理想的加工效果并避免不必要的损坏。电镀金刚石砂轮耐磨性强,长时间使用仍能保持锋利。海南钎焊电镀金刚石砂轮价格
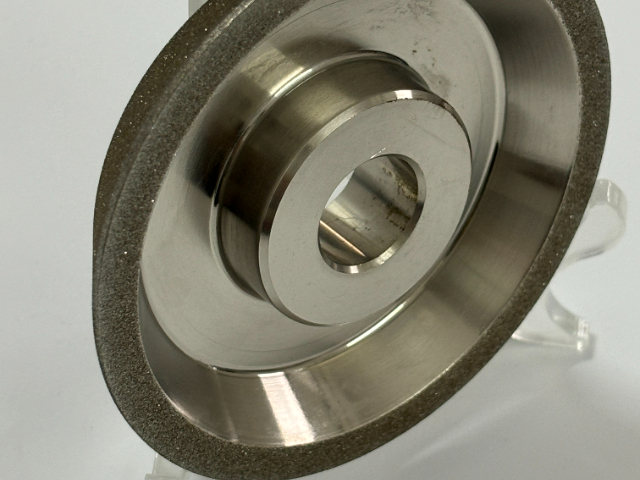
电镀金刚石砂轮是一种采用电化学法制作的金刚石砂轮,组成:电镀金刚石砂轮主要由金刚石磨料和金属结合剂构成,其中金刚石磨料被金属结合剂粘结在基体上。在制造过程中,首先沉积金属结合剂的厚度为金刚石磨粒高度的20%(上砂),然后继续用金属结合剂把金刚石磨粒粘结(增厚),厚度约为磨粒高度的2/3。特性:高硬度与耐磨性:金刚石作为地球上很硬的物质之一,其硬度确保了电镀金刚石砂轮具有极高的耐磨性,能够在长时间内保持稳定的磨削性能。高抗磨性:金刚石的高抗磨性使得砂轮在磨削加工中磨损较小,且磨粒的尺寸、形状和形貌变化小,更适合高精密的加工。良好的导热性:金刚石具有良好的导热性,有利于热量的疏散,避免工件烧伤、裂纹及掉块等现象,提高了工件表面加工的质量。高速磨削:电镀金刚石砂轮的单层结构决定了它可以达到很高的工作速度,国外已高达250~300m/s。无需修整:电镀金刚石砂轮在使用过程中无需修整,使用方便。然而,电镀金刚石砂轮也存在一些缺点,如镀层金属与基体及磨料结合面上并不存牢固化学冶金结合,磨料实际上只被机械包埋镶嵌镀层金属,因而把持力小,金刚石颗粒负荷较重高效磨削易脱落(或镀层成片剥落)而导致整体失效。河北平行烧结电镀金刚石砂轮定制这款砂轮经过精细电镀处理,确保金刚石颗粒牢固结合。
一、砂轮使用寿命的定义砂轮的使用寿命是指砂轮从投入使用到达到磨耗极限所经历的时间。在达到使用寿命后,砂轮的磨削性能会逐渐降低,甚至失去磨削能力。因此为了确保砂轮的磨削性能和安全性,必须对达到使用寿命的砂轮进行报废。二、影响砂轮寿命的因素产品质量:砂轮质量低,使用寿命缩短。使用高质量的砂轮可以延长其使用寿命。砂轮修整:过量的修整既影响磨削质量,又会大降低砂轮使用寿命。砂轮使用不当:使用不当会造成砂轮磨损导致寿命不长。砂轮的选择:针对不同的工件材料和加工要求,应选用不同的砂轮。转速:磨削速度应根据砂轮的类型和方式选择,不适当的磨削速度会造成砂轮磨损。磨削液的类型:不同磨削液会使砂轮的磨削比相差几倍甚至十几倍。三、延长砂轮使用寿命的方法正确使用砂轮机:阅读并理解使用说明书,选择适当的砂轮,确保工作场所安全,并正确佩戴个人防护装备。定期检查和维护:检查砂轮磨损情况,维护电动机和传动部分,调整砂轮机的平衡,并维护冷却系统。正确存放和保养:存放在干燥通风的地方,使用后及时清洁,定期润滑,并注意电源线的保护。
电镀金刚石的使用频率并没有一个固定的时间间隔。其使用频率取决于多种因素,如金刚石的具体应用、工作负载、工作环境、材质、正确的保养维护等。金刚石电镀的寿命可以维持3至5年,但这是一个大致的估计,实际使用寿命会受到上述多种因素的影响。因此,使用频率也会根据这些因素的变化而有所不同。为了延长电镀金刚石的使用寿命,建议在使用前做好清洁工作,避免灰尘、水分等附着在金刚石电镀表面。同时,避免使用刮刀、铁丝球等易损坏电镀表面的工具进行清洗。在保养过程中,应避免使用强酸、强碱等易腐蚀的溶液。请注意,以上建议只供参考,具体使用和维护方法还需根据具体情况进行调整。如有需要,建议咨询专业人士或厂家以获取更准确的建议。电镀金刚石砂轮,满足您对高精度磨削的需求。

金刚石电镀磨头是通过将金刚石颗粒通过电化学沉积技术附着在金属基体表面得到的一种新型磨具,因此可以说金刚石电镀磨头是使用金刚砂(金刚石颗粒)生产的。这种磨头具有硬度、强度和耐磨性都十分优异的特点,具有较强的材料研磨能力,广泛应用于机械加工领域,如手机玻璃、手机保护屏的打孔、扩孔、切割等工序。金刚石电镀磨头的制作工艺包括材料选用、金刚石颗粒分散等步骤,其中金刚石颗粒的品质直接影响到成品的硬度和寿命。以上信息只供参考,如需更专业的解释,建议咨询金刚石电镀磨头生产厂商或相关领域的专业。电镀金刚石砂轮,助力工业磨削行业升级。江苏陶瓷结合剂电镀金刚石砂轮定做
高精度磨削,电镀金刚石砂轮好帮手。海南钎焊电镀金刚石砂轮价格
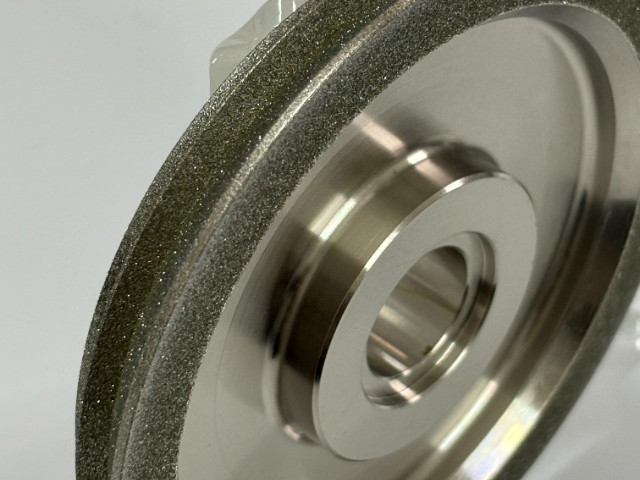
选择合适的电镀金刚石砂轮,主要需考虑以下几个因素:工件材料:金刚石砂轮主要用于磨削硬质合金、光学玻璃、陶瓷、宝石和石材等高硬度脆性大的非金属材料。对于其他类型的材料,如钢料,则可能需要选择CBN砂轮,因为金刚石在700℃~800℃时容易碳化。加工要求:粗磨时,应选择磨料较粗的砂轮,如24#、30#、36#、46#等,以提高生产效率。精磨时,应选用磨粒较细的砂轮,电镀金刚石砂轮通常选用46#-710#,粗糙度可达7-9级,甚至80#~120#粗糙度可达9级以上。接角面大、变形量大或软的工件应选择粒度较粗的砂轮,以减少热量(磨削热)。工件硬度:工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。金刚石粒度:需从工艺要求、结合剂种类和砂轮的打磨效率等多个方面综合考虑。结合剂类型:金刚石固结砂轮的结合剂大致有四种,分别是树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂。不同结合剂的黏结力和耐磨性有所不同。金刚石浓度:金刚石砂轮浓度是指工作层中金刚石体积占工作层总体积的百分比。选择时需要考虑粒度、粘结剂的粘结力、磨削效率以及磨料的质量要求等因素。其他指标:还需考虑线速度、砂轮粒度与切入量关系、砂轮粒度与表面粗糙度关系等指标。海南钎焊电镀金刚石砂轮价格
- 吉林单斜边电镀金刚石砂轮生产厂家 2024-12-12
- 青海树脂电镀金刚石砂轮厂商 2024-12-11
- 甘肃合金烧结电镀金刚石砂轮制造商 2024-12-09
- 吉林金属烧结电镀金刚石砂轮批发 2024-12-09
- 青海金属结合剂电镀金刚石砂轮供应商 2024-12-09
- 广西烧结式电镀金刚石砂轮厂商 2024-12-08
- 安徽铜烧结电镀金刚石砂轮生产商 2024-12-08
- 广西金属结合剂电镀金刚石砂轮 2024-12-06
- 云南合金烧结电镀金刚石砂轮定制 2024-12-06
- 湖南金属烧结电镀金刚石砂轮生产厂家 2024-12-05
- 湖南陶瓷结合剂电镀金刚石砂轮 2024-12-04
- 江苏烧结圆弧电镀金刚石砂轮批发 2024-12-02