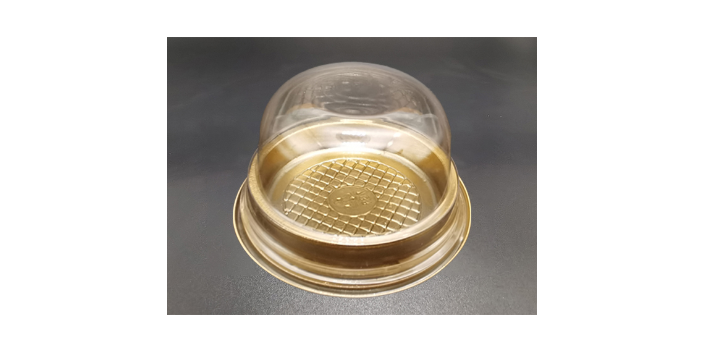
二、PS硬片密度低,韧性差,易燃烧,燃烧时会产生苯乙烯气体(属有害气体),所以一般用来生产各种工业用的吸塑托盘。PS片材是如今几年发展起来的新型环保包装材料,凭着其优良热成型性能,良好的环保性能及卫生性能,广泛应用于医药、食品、玩具、电子。三、PET硬片韧性好,是如今几年发展起来的新型材料。凭着其优良的韧性、**度、高透明性,以及可回收再生利用,易燃烧,燃烧时不产生有害气体,属于环保材料而逐渐取缔PVC,但价格高。适宜做***的吸塑制品,欧美国家的吸塑泡壳一般要求采用PET材料,但其热熔点较高,给高周波封装带来很大困难。化妆品吸塑包装内托盒。江苏定制化妆品吸塑托盒生产

质量**晶点是什么?发生问题要如何解决?晶点就是吸塑包装材料上的一个点,会严重的影响到了吸塑包装产品外观,质量问题是来自于片材供应商,产生这种原因的是片材在生产的时候,有杂物混合在材料中,就会出现这类的质量状况,解决方法就是生产吸塑包装产品前对片材进行检查。厚薄度不均匀是怎么造成的?如何解决这样的问题?厚薄度不均匀有**常见的几点,上架、片材、温度等。上架在压吸塑包装产品的时候位置的调整是很关键的,要是有错位或摆放不合理的现象时,出现会产生厚度不均匀。与片材有关系的就是片材在生产的过程当中没有将厚度调好,所以才会导致这样的质量问题。温度的调试也有直接关系的,而且要根据不同的模具不同的材料调节相对应温度的高低,否则就出现了不均匀的现象。解决方法是注意上架的位置调整,片材的情况供应商的协商,温度调到片材和模具的适合度湖南哑光化妆品吸塑托盒制造化妆品吸塑类内托环保材质。

2、吸塑成型原理吸塑成型工艺是一种胶片热成型加工方法,把热塑性母粒经过胶片挤出机,做成热塑性塑料片材。塑料片材是作为吸塑制品的原料,将其加热软化后,借助片材两面的气压差或机械压力,使其变形后贴服在预先制作好的模具轮廓面上,通过空气或冷却介质进行冷却定型,经过裁切修整后完成吸塑制品的过程。a.吸塑工艺基本配置图b.胶片加热后真空抽气,形成压力差,胶片贴服与模具的成型面上c.冷却定型后经过裁切修整完成制品3、常用的吸塑材料目前吸塑行业比较常用的片材主要以PET、PS、PP及PCR循环再生材料为主,在**吸塑包装中,也会常用到植绒或植布胶片,也会用到一部分的ABS和PC材料。在一些特殊行业,也会使用防静电胶片、镀金镀银胶片等。
2:模具处理干燥完全后,将模具装入真空室上层铁板上,然后根据模具大小,将塑料片载成适用规格尺寸,然后将此片材放入加热木柜内,使其完全固定好,再将木柜连同塑料片材置恒温炉上进行软化处理。3:将软化处理好的塑料片连同木柜,置于真空室中,开动吸气开关,将真空室内空气吸抽干净,待塑料片冷却后,即得到与模具相同的凹型包装或工艺模具。4:吸塑包装整理;将生产出来的产品进行修边整理即为成品产品,再经包装后即可出售等等。化妆品吸塑材质品类大全。

水波纹和气泡是什么?怎样导致的?如何解决?水波纹和气泡就是材料的表面出现水印和泡点,这样的吸塑产品会直接的影响到包装物品的外观,降低了包装物的外观形象。水波纹的导致是片材商的关系片材在生产的过程当中,有水波纹是生产胶片时的速度快慢有关系。气泡,的原因就是片材生产时温度过高或者是片材的混合生产导致或片材生产时渗入空气的原因引致,存在气泡的材料会导致吸塑包装制品穿孔及变形,成为次品,解决方法是材料采购回来时或生产前一定要观察片材的质量后方可入库或生产。化妆品内衬素材_化妆品内衬图片元素-觅元素。湖北PVC化妆品吸塑托盒
化妆品吸塑托盘-我们的文章。江苏定制化妆品吸塑托盒生产
5检验方法5.1外观将待检样品在自然光或40W白炽灯光下,距离样品300mm,目测鉴定,并与签样进行比较。5.2克重用感应量为0.1g的电子天平秤测量。5.3外形尺寸、内形尺寸用精确度为0.02mm的游标卡尺测定,精确到小数点后一位。5.4厚度取吸塑**厚与**薄的地方用螺旋测微器进行测量。5.5附着力测试将3M810胶带粘贴于样品的烫印表面,手指用力蹭胶带,使胶带与烫印接触良好(无气泡、褶皱、边缘翘起),保持1min,拿住胶带悬空的一端,接近60°的角度,在0.5s~1s内平稳的撕离胶带。5.6耐黄变将吸塑置于耐黄变机中,(50±2)℃恒温48h后观察。5.7跌落试验将产品装入吸塑,按规格装入外箱,在1米的高水平从六个面自由落下。6样本抽取方法6.1大件验收按GB/T15172要求进行抽样检验,具体样本数见表3;江苏定制化妆品吸塑托盒生产