- 品牌
- 合家安
- 型号
- DN325—DN820
- 尺寸
- DN325—DN820
- 产地
- 贵州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 镀锌板
- 配送方式
- 汽运
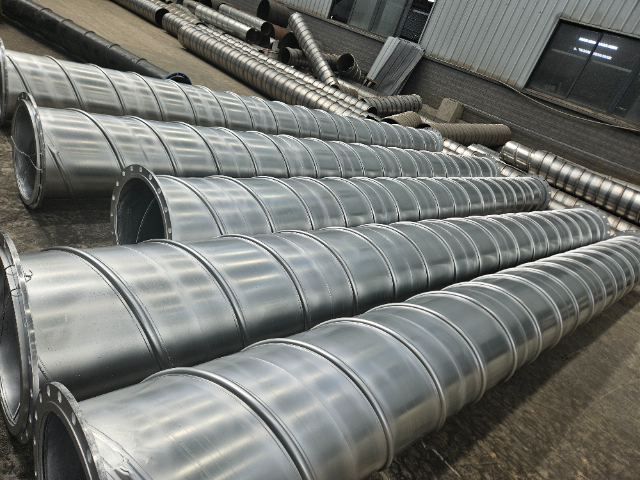
镀锌螺旋焊接复合钢管的制造工艺;镀锌螺旋焊接复合钢管,作为一种高效能的管材产品,其制造工艺融合了精密的螺旋成型与先进的镀锌技术。在生产过程中,高质量的钢板首先经过精确的剪裁与预弯处理,随后在自动化设备上进行螺旋卷曲,形成连续的管状结构。这一步骤确保了管道内壁的光滑与外径的均匀性。紧接着,通过高频焊接技术,将螺旋卷曲的钢板边缘牢固熔合,形成连续且致密的焊缝。之后,管道表面经过热浸镀锌处理,一层均匀致密的锌层牢牢附着于钢管表面,有效提升了管道的耐腐蚀性和使用寿命。整个工艺流程严格把控,确保每一根镀锌螺旋焊接复合钢管都能达到高标准的质量要求。钢管的螺旋焊缝经过特殊处理,提高了焊缝的强度和韧性。巴彦淖尔煤矿镀锌螺旋焊接复合钢管材料

镀锌螺旋焊接复合钢管的安装与维护的便捷性:镀锌螺旋焊接复合钢管在安装和维护方面也表现出色。其螺旋焊接结构使得管道在运输和安装过程中更加灵活便捷,能够轻松适应各种复杂地形和安装环境。同时,管道的标准化设计和接口处理,简化了安装流程,提高了施工效率。在维护方面,镀锌层的存在很大减少了腐蚀问题的发生,降低了维护成本。即使出现局部损坏,也可以通过简单的修补或更换局部管段来恢复管道的完整性和功能。技术创新与品质提升:为了满足不断变化的市场需求和提升产品竞争力,合家安镀锌螺旋焊接复合钢管的生产厂家不断加大技术创新力度。他们引进先进的生产设备和技术手段,优化生产工艺流程,提高产品质量和生产效率。同时,还加强与科研机构的合作与交流,共同开展新产品、新技术的研发工作。这些技术创新不仅提升了产品的品质和性能,还推动了整个行业的进步和发展。昆明矿用镀锌螺旋焊接复合钢管技术指导镀锌螺旋焊接复合钢管,因其结构稳固,很多应用于城市燃气输送领域。

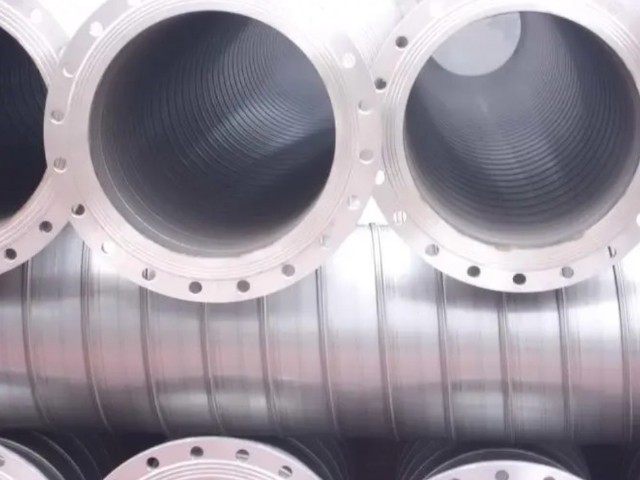
镀锌螺旋焊接复合钢管的基材通常采用品质的低碳钢或低合金钢,这些钢材具有良好的可焊性和机械性能。具体化学成分需符合相关国家或行业标准,如碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)等元素的含量均有严格规定,以保证钢材的基本性能。二、尺寸与规格外径与壁厚:镀锌螺旋焊接复合钢管的外径范围广,一般从几十毫米到数米不等,具体尺寸根据客户需求定制。壁厚也是重要的技术指标之一,它直接影响到管道的承压能力和使用寿命。通常,根据管道的使用环境和介质压力,壁厚会有不同的要求。例如,对于直径小于630mm的钢管,壁厚应不小于5mm;而直径大于或等于630mm的钢管,壁厚应不小于6mm。长度:钢管的长度可根据客户需求进行定制,常见的有定尺长度和不定尺长度两种。定尺长度是标准长度,如6米、9米、12米等;不定尺长度则根据生产实际情况确定。
镀锌螺旋焊接复合钢管是一种具有广泛应用前景的管材。在交通运输领域,它可以用于公路桥梁的护栏和排水管道。护栏钢管需要具备较高的强度和抗冲击能力,以保障行车安全。镀锌螺旋焊接复合钢管能够满足这些要求,并且在长期的户外使用中不易生锈和损坏。排水管道则需要良好的耐腐蚀性和排水性能,这种钢管同样表现出色。在城市轨道交通建设中,镀锌螺旋焊接复合钢管也发挥着重要作用。例如,在地铁隧道的通风和给排水系统中,它能够稳定运行,为地铁的安全运营提供保障。以某城市的地铁建设项目为例,选用了镀锌螺旋焊接复合钢管作为通风和给排水管道。在项目投入使用后,钢管运行良好,为乘客提供了舒适的乘车环境。镀锌螺旋焊接复合钢管以其独特的防腐性能,在给排水系统中展现出良好的耐用性。

镀锌螺旋焊接复合钢管在矿用领域的应用有着严格的技术要求和实际操作要点。在矿井排水系统中,钢管所承受的水压是一个关键因素。这就要求钢管不仅要有足够的壁厚,还需要良好的焊接质量。焊接时,要注意消除焊缝中的气孔、夹渣等缺陷,这些缺陷会削弱钢管的强度,增加漏水的风险。对于钢管的镀锌处理,要考虑矿井水中可能含有的化学物质对锌层的腐蚀作用。因此,在镀锌前,需要对钢管表面进行彻底的清洁和预处理,去除油污、锈迹等。同时,根据矿井水的成分,选择合适的镀锌工艺和镀锌层厚度。以某金属矿山为例,其深部开采区域的排水系统采用了镀锌螺旋焊接复合钢管。为了应对高达 5MPa 的水压,钢管的壁厚选择为 10 毫米,焊接采用多层多道焊,每道焊缝都进行了严格的无损检测。在镀锌方面,鉴于矿井水中含有较高浓度的硫酸盐,采用了耐腐蚀性更强的锌镍合金镀层,镀层厚度为 100 微米,确保了钢管在恶劣的排水环境中能够长期稳定运行。该钢管不仅安装便捷,而且镀锌层能有效防止水质二次污染。重庆新型镀锌螺旋焊接复合钢管行业报价
镀锌螺旋焊接复合钢管在消防系统中的关键作用是什么?巴彦淖尔煤矿镀锌螺旋焊接复合钢管材料
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。埋弧自动焊是在1940年发明的一种新的焊接方法,它和前面的手工焊相同的地方是它还是采用渣保护,但是这个渣不是焊条的药皮,是专门熔炼出来的焊药。螺旋钢管的焊接方法尤其独特的特点,特点就是:采用一个挤压装置先对未焊接的焊缝两侧钢板的内侧表面进行挤压,消除不平的突出点,保证未焊接的焊缝两侧的钢板内侧光洁平滑,然后焊接。同时,该挤压装置又作为焊头的定位装置,即将焊头与挤压装置紧紧的固定在一起,当挤压装置沿着未焊接的焊缝移动时,保证焊头也很准确地沿着未焊接的焊缝移动,从而保证了焊头始终处在焊缝的中间位置。这样就能保证生产线自动焊接出焊缝的质量稳定优良,基本不需要人工返修。螺旋钢管的这种焊接这种方法,其中的优点是完全实现了自动化;第二个优点,它是在埋弧底下进行焊接,所以它的热交换和保护性能比较强,焊接出来的质量比较高;第三个优点,由于埋弧自动焊中电弧埋在焊药底下。螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。巴彦淖尔煤矿镀锌螺旋焊接复合钢管材料
- 昆明矿用镀锌螺旋焊接复合钢管参考价 2024-11-15
- 昆明镀锌螺旋焊接复合钢管商家 2024-11-15
- 包头新型镀锌螺旋焊接复合钢管行情 2024-11-15
- 重庆优势镀锌螺旋焊接复合钢管电话 2024-11-01
- 矿用镀锌螺旋焊接复合钢管私人定做 2024-10-28
- 昆明工程镀锌螺旋焊接复合钢管互惠互利 2024-10-28
- 巴彦淖尔工程镀锌螺旋焊接复合钢管现货 2024-10-28
- 贵州优势镀锌螺旋焊接复合钢管生产厂家 2024-10-28
- 包头镀锌螺旋焊接复合钢管多少钱一米 2024-10-28
- 昆明新型镀锌螺旋焊接复合钢管共同合作 2024-10-28
- 安顺新型镀锌螺旋焊接复合钢管出厂价 2024-10-23
- 遵义煤矿镀锌螺旋焊接复合钢管联系人 2024-10-23