- 品牌
- 京雕
- 服务项目
- 齐全
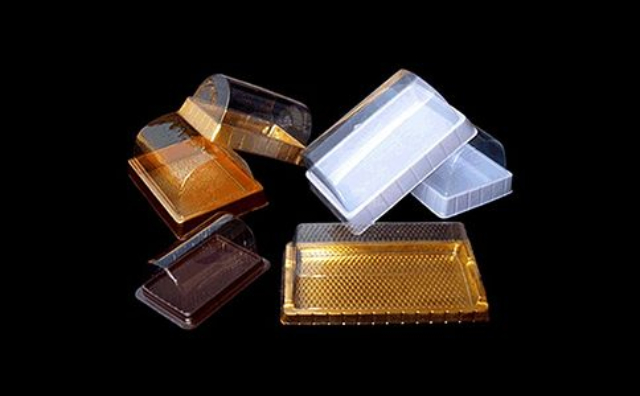
吸塑是一种塑料加工工艺,其原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型。 这种工艺广泛应用于塑料包装、灯饰、广告、装饰等行业,具体包括泡壳、托盘、吸塑盒等产品。吸塑成型技术的在于利用热塑性塑料片材,通过加热软化、抽走模具内的空气造成真空、借助片材两边的压力差与机械压力,使片材附贴在模具的成型面上,经过冷却后成型。这种工艺在20世纪初就已经开发出来,但在60年代才大力应用于工业生产上。吸塑工艺因其成本低、效率高、制作速度快、易用于成型塑料外壳而被大规模使用,许多产品如浴缸和淋浴盘、汽车零件、冰箱内衬、塑料储物箱、医疗器械外壳等都是由真空成型制成的,
我们东莞京雕教育拥有行业先进的技术优势,有车铣复合、三轴五轴、浮雕、滴塑、吸塑、3D造型等技术力量,这些技术目前在内地学校里是学不到的,这样的机器,我们有70余台。 烫金印刷又称热烫印刷。是采用金属印版加热法,将金属箔印于邮票上,大多烫印于某一小方位或部分图文。湛江宣传北京精雕

印刷烫金需要注意温度、压力、烫印速度的配合,以及烫印材料、烫印面积的不同。12烫金印刷,又称热烫印刷,是一种采用金属印版加热法将金属箔或金粉箔烫印于邮票上的工艺。在进行烫金印刷时,必须掌握好温度、压力、烫印速度的三方配合,并根据烫印材料、烫印面积的不同而有所区别。烫金面积太大的话,是需要做些镂空的,但若大面积烫,墨层薄的话不需要镂空,直接烫没问题,墨层厚的话是需要镂空的,这也和电化铝的好坏关系很大。此外,电化铝烫印箔应选用属性适合的纸张、油墨(特别是黑油墨)、煤油、复合的胶水,烫印件必须保持干燥,以免造成烫金层氧化或损伤。一般的包装为:64CM×120M一卷,每10卷一盒;可定制宽度为64CM,长度为120M或360m大卷或其它特殊规格。储存时要立放、防压、防潮、防热、防晒,放于阴凉通风处。肇庆远程指导北京精雕小五金制品造型烫金是使用热压技术将金箔烫在物体表面,形成一层金色的图案或文字。

是一种用于协助控制位置或动作的工具,属于木工、铁工、钳工、机械、电控等领域的大类工具之一。它主要分为工艺装配类治具、项目测试类治具和线路板测试类治具三类。CNC治具的设计目的是为了重复性和准确地重复某部分的重制,有时也被称为“模具”或“辅具”。这些治具在工业生产中扮演着重要的角色,特别是在生产线上用于产品的各项指标的测试,如功能、功率校准、寿命、性能等。CNC治具的使用不仅提高了生产效率,还保证了产品质量的一致性和可靠性。
京雕教育我们拥有行业先进的技术优势,有车铣复合、三轴五轴、浮雕、滴塑、吸塑、3D造型等技术力量,这些技术目前在内地学校里是学不到的,这样的机器,有70余台。
一、注塑注塑是将熔化后的塑料注入模具中,通过模具的压力和冷却使塑料固化成型的一种塑料成型方法。注塑加工常用于制造复杂的零部件、高精度的产品。相较于其他塑料成型方法,注塑的成品表面更加平整、精度更高。但受制于模具的制造成本,注塑通常适用于大批量生产。二、吹塑吹塑是将加热熔化的塑料料在模具内部吹制成中空的薄壁制品的方法。根据吹塑方法的不同,可分为单层吹塑和多层吹塑。吹塑常用于制造各种塑料瓶、桶、盒等日常用品。相比注塑,吹塑成型的设备和模具成本相对较低,也适用于小批量生产。但是,吹塑成品表面不够平整,精度欠佳。
我们东莞京雕教育拥有行业先进的技术优势,有车铣复合、三轴五轴、浮雕、滴塑、吸塑、3D造型等技术力量,这些技术目前在内地学校里是学不到的,这样的机器,我们有70余台。 烫金过程中会产生大量的热气和烟尘,容易影响工作环境因此,需要定期清洁操作区域,尽量保持通风良好。

印金是在印刷品表面通过印刷机压印金属箔的技术,与纸张基质本身无关。而烫金则是通过热压将金属箔牢牢地粘贴在基材表面上,与基材性质有关。因此,烫金技术适用性更广,可用于大部分材质表面。2.成本和效果不同相对于烫金,印金技术成本较低。而烫金则可以制作出更加独特的效果,如镂空、凸起等。同时烫金的可选材质更多,如金、银、彩色等。3.应用领域不同印金主要应用于制作广告、画册、封面印刷等印刷品的制作中。烫金则广泛应用于包装、礼品、卡片、纪念币等领域烫金纸型号不对或质量不好时,也使烫印质量出现问题。这时应更换型号合适、质量好、粘合力强的烫金纸。中山家庭北京精雕培训学校排名
小五金制品造型设计。湛江宣传北京精雕
烫金的基本工艺包括温度、压力和烫印时间三个基本要素。要想获得理想的烫印效果,必须合理掌握这些工艺参数。与烫金有关的原材料质量也必须有保障,比如:承印物的烫印适性、电化铝材料的性能以及烫印版的质量等等。如果某一环节出了问题,必将影响到的烫印效果。在设计烫金稿时,必需要为烫金位置制作黑稿,而且档案必须为AI矢量文件。烫金是无法制作出渐变色或半透明。图形、文字不可以太小、太细或条线复杂,否则加工效果不理想。文字大小应大于8pt、线应粗于0.6pt(0.2mm)、两个烫金位的距离应多于0.7mm。烫金位置有2~3mm的误差,属正常范围。综上所述,印刷烫金需要注意温度、压力、速度的合理配合,以及原材料的选择和储存条件,以确保烫金效果的理想和持久。湛江宣传北京精雕


- 广州本地北京精雕软件培训 2024-10-14
- 韶关全程北京精雕3C电子产品 2024-10-14
- 汕尾什么是北京精雕培训排名 2024-10-14
- 云浮发展北京精雕吸塑成型培训 2024-10-13
- 湛江便宜的北京精雕小五金制品造型 2024-10-13
- 广东远程指导北京精雕吸塑成型培训 2024-10-13
- 中山在线北京精雕烫金热压制品造型 2024-10-13
- 珠海特殊北京精雕3C电子产品 2024-10-13