- 品牌
- 志远超硬材料
- 型号
- 非标定制
- 类型
- 切割砂轮,磨钢球砂轮,普通砂轮,蜗杆磨砂轮,碾米砂轮,深切缓进给磨砂轮,高速砂轮,超高速砂轮,重负荷磨削砂轮,无心磨砂轮
- 外形
- 螺栓紧固砂轮,蝶形砂轮,平行砂轮,碗形砂轮,筒形砂轮,斜边砂轮,凹面砂轮,凸面砂轮,杯形砂轮,锥面砂轮
- 材质
- 金刚石,单晶刚玉,白刚玉,橡胶砂轮,锆刚玉,棕刚玉,绿碳化硅,铬刚玉,黑碳化硅,氮化硼/CBN
- 工艺
- 电镀
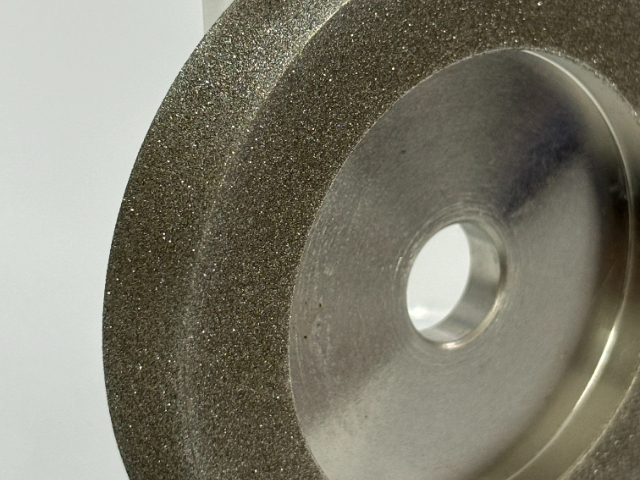
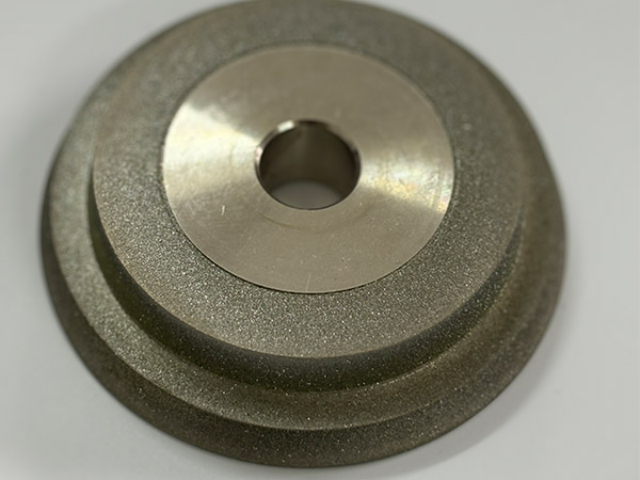
电镀金刚石砂轮的组成、特性和用途可以总结如下:组成:电镀金刚石砂轮是用电化学法制作的金刚石砂轮,其工作层含有金刚石磨粒,金刚石磨料被金属结合剂粘结在基体上。特性:硬度高:金刚石是地球上只硬的物质之一,具有极高的硬度和热稳定性,适用于高速和高温的磨削场合。寿命长:金刚石砂轮的使用寿命比普通的氧化铝砂轮更长,磨削效率更高。表面质量好:金刚石砂轮磨削出来的工件表面光洁度高,不易产生划痕和松散颗粒。结合力强:电镀工艺使金刚石颗粒与金属基材之间的结合力更强,不易脱落。磨削效率高:电镀金刚石砂轮更薄,磨削效率高,减少热量积聚。加工精度高:电镀金刚石砂轮具有更好的保形性,能提供更高的加工精度。无需修整:使用方便,降低了操作难度。用途:机械加工工业:电镀金刚石砂轮已成功地应用于修整成形磨削用的普通砂轮或直接对工件进行成型磨削,很多用于加工曲轴、轴承、液压阀件等。电气电子工业:电镀金刚石砂轮是切削半导体等硬脆的贵重材料的比较好工具,也用于石墨和碳精材料的加工。玻璃工业:电镀金刚石砂轮用于在普通平板玻璃上进行磨边、钻孔、扩孔等操作。电镀金刚石砂轮,高耐磨性,延长使用寿命。安徽平行电镀金刚石砂轮批发
选择合适的砂轮片需要考虑以下几个关键因素:粒度的选择:粒度决定了砂轮片的磨削效率和加工表面的粗糙度。用粗粒度砂轮磨削时,生产效率高,但磨出的工件表面较粗糙;用细粒度砂轮磨削时,磨出的工件表面粗糙度较好,而生产率较低。在满足粗糙度要求的前提下,应尽量选用粗粒度的砂轮,以保证较高的磨削效率。一般粗磨时选用粗粒度砂轮,精磨时选用细粒度砂轮。硬度的选择:砂轮片的硬度应根据加工材料的硬度和韧性来选择。磨削软材料时应选择硬砂轮片,磨削硬材料时应选择软砂轮片;磨削软而韧的有色金属时,硬度应选择较软的。结合剂的选择:陶瓷结合剂是一种无机结合剂,化学性能稳定、耐热、抗腐蚀性好,气孔率大。这种结合剂制造的砂轮磨削效率高、磨耗小,能较好地保持砂轮的几何形状,应用范围广。形状和尺寸的选择:根据加工需求和设备类型选择适合的砂轮片形状和尺寸。常见的砂轮片形状有平形、斜边、筒形、杯形、碟形等。品牌和质量:选择有名品牌和质量质量的砂轮片,以确保加工质量和安全性。可以通过查看产品认证、用户评价等方式来评估品牌和质量。经济性和适用性:考虑砂轮片的价格和性价比,以及其在具体加工任务中的适用性。云南烧结电镀金刚石砂轮价格电镀金刚石砂轮,提升您的加工精度。

电镀金刚石砂轮是一种采用电化学法制作的金刚石砂轮,组成:电镀金刚石砂轮主要由金刚石磨料和金属结合剂构成,其中金刚石磨料被金属结合剂粘结在基体上。在制造过程中,首先沉积金属结合剂的厚度为金刚石磨粒高度的20%(上砂),然后继续用金属结合剂把金刚石磨粒粘结(增厚),厚度约为磨粒高度的2/3。特性:高硬度与耐磨性:金刚石作为地球上很硬的物质之一,其硬度确保了电镀金刚石砂轮具有极高的耐磨性,能够在长时间内保持稳定的磨削性能。高抗磨性:金刚石的高抗磨性使得砂轮在磨削加工中磨损较小,且磨粒的尺寸、形状和形貌变化小,更适合高精密的加工。良好的导热性:金刚石具有良好的导热性,有利于热量的疏散,避免工件烧伤、裂纹及掉块等现象,提高了工件表面加工的质量。高速磨削:电镀金刚石砂轮的单层结构决定了它可以达到很高的工作速度,国外已高达250~300m/s。无需修整:电镀金刚石砂轮在使用过程中无需修整,使用方便。然而,电镀金刚石砂轮也存在一些缺点,如镀层金属与基体及磨料结合面上并不存牢固化学冶金结合,磨料实际上只被机械包埋镶嵌镀层金属,因而把持力小,金刚石颗粒负荷较重高效磨削易脱落(或镀层成片剥落)而导致整体失效。
电镀金刚石砂轮是用电化学法制作的金刚石砂轮。它的工作层含有金刚石磨粒,金刚石磨料被金属结合剂粘结在基体上。特性:硬度高:金刚石是地球上只硬的物质之一,电镀金刚石砂轮具有极高的硬度和热稳定性,可以适用于高速和高温的磨削场合。寿命长:电镀金刚石砂轮的使用寿命比普通的氧化铝砂轮更长,磨削效率更高。表面质量好:电镀金刚石砂轮磨削出来的工件表面光洁度高,不易产生划痕和松散颗粒。精度高:电镀金刚石砂轮具有更好的保形性,能够在长时间磨削过程中保持稳定的形状和性能,因此能够提供更高的加工精度。操作简便:电镀金刚石砂轮无需修整,使用方便。环保和节能:电镀金刚石砂轮磨削时工作台不接触工件,解决了传统磨削方式效率低、噪音大、易粉尘污染、操作困难等问题,更环保和节能。用途:机械加工工业:电镀金刚石滚轮已成功地应用于修整成形磨削用的普通砂轮或者直接对工件进行成型磨削,并很多地用于加工曲轴、轴承、液压阀件等。电气电子工业:电镀金刚石内圆和外圆切割片是切削半导体等硬脆的贵重材料的比较好工具。玻璃工业:电镀金刚石砂轮可用于光学玻璃板材上掏取各种规格的光学仪器镜头的圆坯,以及在普通平板玻璃上进行磨边、钻孔、扩孔等。选用电镀金刚石砂轮,让您的生产更高效、更稳定。
电镀金刚石的使用频率并没有一个固定的答案,因为它取决于多种因素,如具体的应用场景、工作负载、保养维护情况等。一般来说,金刚石电镀具有较长的使用寿命,可以维持3~5年的寿命,但这只是一个大致的估计。其实际使用寿命会受到材质、使用环境、正确的保养维护等多种因素的影响。在特定的应用场景中,如果工作负载较大,或者工作环境恶劣,如高温、高湿度、强酸等腐蚀性环境,那么电镀金刚石的使用频率可能需要更高,因为这样的环境会加速金刚石电镀的脱落和磨损。此外,正确的保养维护也可以延长电镀金刚石的使用寿命。在使用前应做好清洁工作,避免灰尘、水分等附着在金刚石电镀表面。不要使用刮刀、铁丝球等易损坏电镀表面的工具进行清洗。保养过程中应避免使用强酸、强碱等易腐蚀的溶液。因此,电镀金刚石的使用频率需要根据具体情况进行综合考虑,无法给出一个具体的数值。在实际应用中,应根据工作负载、工作环境等因素进行调整,并进行适当的保养维护,以延长其使用寿命。精密制造的电镀金刚石砂轮,满足高精度加工需求。内蒙古碗形电镀金刚石砂轮
电镀金刚石砂轮,高效、稳定,让您的加工过程更加高效。安徽平行电镀金刚石砂轮批发
电镀金刚石砂轮主要用于研磨具有高硬度和脆性的材料,例如玻璃、陶瓷、非金属材料等。它在电子、光学、航空航天等领域有广泛的应用。此外,电镀金刚石砂轮也适用于磨削硬质合金、半导体硅片、金刚石复合片、金刚石刀具、新型工程结构陶瓷、宝石、水晶、磁性材料等高硬脆材料的机械加工中,并取得了良好的使用效果。由于电镀金刚石砂轮具有很强度、耐热性能好、切削锋利、磨削效率高、磨削过程中不易发热和堵塞、热膨胀量小、形状保持性好、容易控制加工精度等特点,它成为磨削高硬度和脆性材料的理想选择。然而,虽然电镀金刚石砂轮硬度高,但金刚石和普通钢的材质差异较大,砂轮容易被普通钢的刀屑卡塞和烧损。因此,电镀金刚石砂轮不适合用于普通钢的粗磨和修整,但可以用于高精度和高光洁度的磨削,如超精密磨削、镜面抛光等。在使用电镀金刚石砂轮进行磨削时,应根据具体磨削材料的硬度、磨削方式和磨削量选择合适的砂轮规格和细度。安徽平行电镀金刚石砂轮批发
- 广东烧结式电镀金刚石砂轮 2024-12-13
- 吉林磨钨钢电镀金刚石砂轮制造商 2024-12-13
- 甘肃合金烧结电镀金刚石砂轮定制 2024-12-13
- 新疆烧结式电镀金刚石砂轮价格 2024-12-13
- 吉林单斜边电镀金刚石砂轮生产厂家 2024-12-12
- 海南烧结圆弧电镀金刚石砂轮批发 2024-12-12
- 青海树脂电镀金刚石砂轮厂商 2024-12-11
- 甘肃合金烧结电镀金刚石砂轮制造商 2024-12-09
- 吉林金属烧结电镀金刚石砂轮批发 2024-12-09
- 青海金属结合剂电镀金刚石砂轮供应商 2024-12-09
- 广西烧结式电镀金刚石砂轮厂商 2024-12-08
- 安徽铜烧结电镀金刚石砂轮生产商 2024-12-08



