- 品牌
- 上海蔚亚
、温湿度标准规定:洁净区的温度和相对湿度与药品生产工艺要求相适应。无特殊要求时,洁净区温度为18℃~26℃,相对湿度控制在45%~65%。有特殊要求车间根据工艺控制。温度观察:检查温湿度计是否完整,视线正对温湿度计水平读取显示的数据,需要记录的应立即填入表格中。湿度观察:视线正对湿度表,准确读数。需记录的应立即填入表格中。需要加水的湿度计,在观察前应检查在蓄水腔内是否有水,无水则需加入适量水,再观察湿度。洁净区的温湿度每天至少记录两次,上午一次,下午一次。设备计量人员每年至少组织校验一次监控系统的仪器设备。风机过滤单元(FFU)是一种空气自净装置,可室内吊顶安装或放置在支架上,使局部级别达到百级。检测值得推荐

洁净室或洁净设施温、湿度测定,通常分为两个档次:一般测试和综合测试。一个档次适用于处于空态的交竣验收测试,第二个档次适用于静态或动态的综合性能测试。这类测试适用于对温度、湿度性能要求比较严格的场合。本检测在气流均匀性检测之后和空调系统调整之后进行。进行这项检测时,空调系统已经充分运转,各项状况已经稳定。每个湿度控制区至少设置一个湿度传感器,并且给传感器充分的稳定时间。所做测量应适合实际使用的目的,待传感器稳定之后才开始测量,测量时间不少于5分钟。江西实验室检测方便客户采用智能化管理系统,提高洁净室检测数据的管理效率。
对单向流如5级净化房间内及层流工作台测试应在净化空调系统正常运行不少于10分钟后开始;对非单向流如7级、8级以上的净化房间测试应在净化空调系统正常运行不少于30分钟开始。a.采样方法:将已制备好的培养皿放置在预先确定的取样点,打开培养皿盖使培养基表面暴露0.5小时再将培养皿盖上盖后倒置。b.培养全部采样结束,将培养皿倒置于恒温培养箱中培养。在30-35℃培养时间不少于48小时。每批培养基应有对照试验检查培养基本身是否污染可每批选定3只培养皿作对照培养。c.菌落计数用肉眼直接计数然后用5-10倍放大镜检查有否遗漏。若培养皿上有2个或2个以上菌落重叠可分辨时仍以2个或2个以上的菌落计数。
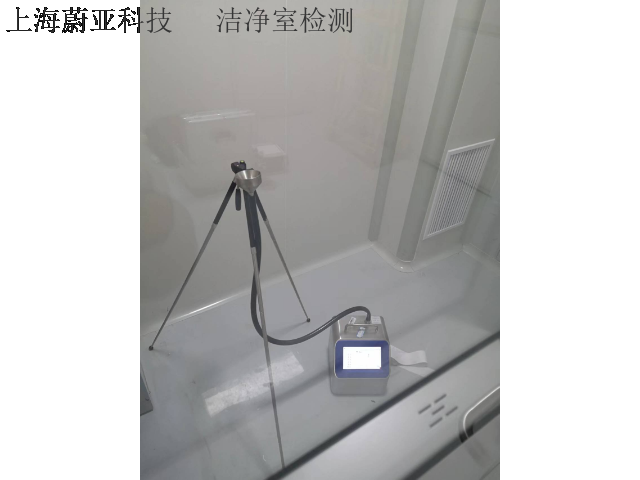
1.气流速度及其均匀性的检测:该检测是清洁空间效应其他基本检测的前提。其检测的目的是,确定单向洁净空间工作区域内的平均气流及其均匀性。2.系统或空间风量检测。3.室内清洁度检测:清洁度检测是指在清洁环境中,可达到的空气清洁度水平。可以使用颗粒计数器识别。4.自洁时间检测:确定自洁时间,以了解洁净室污染时恢复原始清洁度的能力。5.气流模式的检测。6.噪声检测。7.光强检测:光强检测的目的是确定洁净室内的光强水平和光强的均匀性。8.振动检测:振动检测的目的是检测洁净室的振动幅度。9.温湿度检测:温湿度检测的目的是将温度和湿度调节到一定限度。其内容包括无尘室供气温度检测、代表性测点气温检测、无尘室中心气温检测、敏感元件气温检测、相对室内温度检测和回风温度检测。净室被习惯 地应用在对环境污染特别敏感的行业。
空气洁净度:这是洁净车间环境检测的**指标,通常通过检测空气中的尘埃粒子数来评估。不同洁净等级的车间对尘埃粒子的限制不同,如洁净度等级为100级的车间对大于等于5μm的尘粒有严格的计数要求。微生物指标:包括浮游菌、沉降菌等微生物的数量。这些微生物可能对产品质量和工作人员健康造成影响,因此需要进行严格的控制和监测。温度与湿度:洁净车间需要保持稳定的温度和湿度环境,以确保生产过程的顺利进行和产品质量的稳定。通常,生产工艺对温度和湿度无特殊要求时,洁净室温度应为18~26℃,相对湿度应为45~65%。洁净室检测数据应与其他质量控制数据相结合,综合分析。检测值得推荐
凡有试运转要求的设备单机试运转应符合设备技术文件的有关规定。检测值得推荐
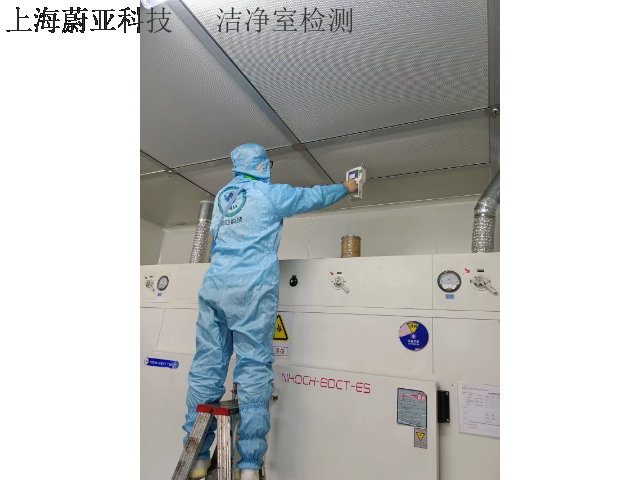
单向流主要是依靠洁净气流推挤、排替室内、区内的污染空气以维持室内、区内的洁净度。因此,其送风断面风速及均匀性是影响洁净度的重要参数。较高的、较均匀的断面风速能更快、更有效地排除室内工艺过程产生的污染物,因此它们是主要关注的检测项目。非单向流主要是靠送入的洁净空气来冲淡与稀释室内、区内的污染物以维持其洁净度。因此,换气次数越大,气流流型合理,稀释效果越***,洁净度也相应提高。所以非单相流洁净室、洁净区的送风量及相应的换气次数,是主要关注的气流测试项目。为了获得可重复的读数,记录各测点风速的时间平均值。换气次数:根据洁净室总风量除以法净室的容积求得检测值得推荐

B.2.1.2计数效率测量U描述符所用体系的计数效率应落在图B.1的阴影之内[1]。该阴影区为性能达标区,其中心对应的选定粒径超微粒子的计数效率为50%,粒径示为U。超微粒径U的允差为土10%,见图B.1中的1.1U和0.9U。这一计数效率允差的规定,是基于对扩散元件透过率的计算,该扩散元件对粒径大于选定超微粒径10%的粒子的透过率不低于40%,对粒径小于选定超微粒径10%的粒子的透过率不高于60%。若离散粒子计数器(DPC)或凝聚核计数器(CNC)的计数效率曲线落在图B.1阴影区之外的右侧,则不能用其测量或验证U描述符。若曲线落在阴影区之外的左侧,则可使用B.2.1.3介绍的粒径限制器来降低...
- 江西国内检测哪家好 2024-11-28
- 广东洁净工作台检测方便客户 2024-11-28
- 辽宁电子厂房环境检测优化价格 2024-11-28
- 福建实验室检测技术好 2024-11-28
- 河北生物安全柜检测优化价格 2024-11-25
- 广东洁净室检测值得推荐 2024-11-25
- 江西生物安全柜检测服务至上 2024-11-25
- 北京生物安全柜检测优化价格 2024-11-22
- 福建消毒液净化车间环境检测优化价格 2024-11-22
- 广东实验室检测哪家好 2024-11-22


- 浙江洁净工作台检测认真负责 2024-10-04
- 江西洁净室检测哪家好 2024-10-04
- 福建国内检测值得推荐 2024-10-04
- 安徽洁净室检测优化价格 2024-10-04
- 江苏排风柜检测优化价格 2024-10-04
- 江西洁净工作台检测值得推荐 2024-10-04



- 安徽气流无尘室检测认真负责 12-03
- 安徽国内洁净室检测值得推荐 12-03
- 上海电子厂房环境洁净室检测频率 12-03
- 江苏国内无尘室检测规范性强 12-03
- 安徽洁净气体3Q验证洁净室检测诚信推荐 12-03
- 上海手术室洁净室检测服务商 12-03
- 浙江半导体净化车间洁净室检测值得推荐 12-03
- 安徽洁净传递窗洁净室检测报告 12-03
- 气流无尘室检测价格 12-03
- 上海实验室检测优化价格 12-03