- 品牌
- 志远超硬材料
- 型号
- 非标定制
- 类型
- 切割砂轮,磨钢球砂轮,普通砂轮,蜗杆磨砂轮,碾米砂轮,深切缓进给磨砂轮,高速砂轮,超高速砂轮,重负荷磨削砂轮,无心磨砂轮
- 外形
- 螺栓紧固砂轮,蝶形砂轮,平行砂轮,碗形砂轮,筒形砂轮,斜边砂轮,凹面砂轮,凸面砂轮,杯形砂轮,锥面砂轮
- 材质
- 金刚石,单晶刚玉,白刚玉,橡胶砂轮,锆刚玉,棕刚玉,绿碳化硅,铬刚玉,黑碳化硅,氮化硼/CBN
- 工艺
- 电镀
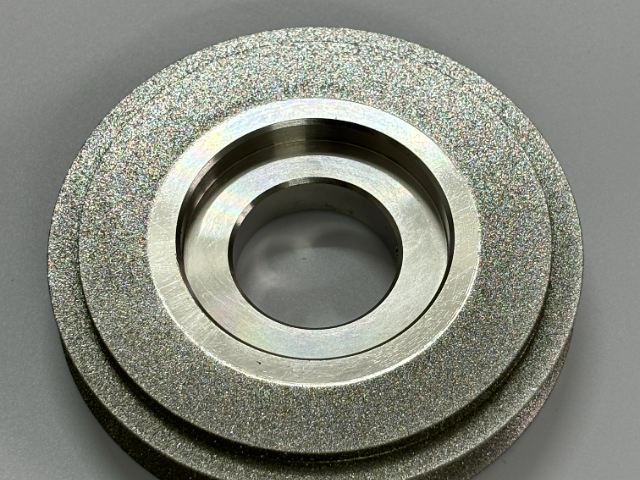
电镀金刚石砂轮的工作原理是利用电化学法制作的常用金刚石工具。这个过程具体表现为电解化学原理,通过电的阴阳极方法,使化学成分分解成阴阳离子,并在电的作用下,将离子固定在产品上,从而新形成一层物质。具体来说,电镀金刚石砂轮是金属复合电沉积过程(又称镶嵌电镀)。在电镀过程中,由于采用Ni-Co二元合金或Ni-Co-Mn三元合金电解液,可以获得合金复合镀层,这种镀层具有比单金属Ni镀层更好的性能(如硬度、致密性、耐磨性、耐高温性等)。金刚石在弱酸性溶液中会吸附H,并在电场作用下向阴极缓慢移动,只终吸附在阴极表面。当Ni、Co、Mn不断在阴极表面吸附时,它们会把吸附在阴极表面的金刚石不断包裹起来,形成金刚石复合镀层。为了使金刚石与基体及包裹镀层互相溶合成一体,基体及镀层必须具有与金刚石表面相似的结构。电镀工艺生产的砂轮质量高、生产效率高、成本低廉,因此在金刚砂轮行业中得到很多利用。高效散热、高精度磨削的电镀金刚石砂轮,提升您的生产效率。西藏烧结异形电镀金刚石砂轮生产厂家
电镀金刚石砂轮相比传统金刚石砂轮的优势主要体现在以下几个方面:结合力更强:电镀金刚石砂轮是通过电镀工艺将金刚石颗粒直接粘合到金属基材上,这种结合方式提供了更强的结合力,使得金刚石颗粒在磨削过程中更不容易脱落。磨削效率更高:电镀金刚石砂轮通常更薄,这使得它们能够更快地去除材料并减少热量积聚。此外,金刚石颗粒的均匀分布也提高了磨削效率。加工精度高:电镀金刚石砂轮具有更好的保形性,能够在长时间磨削过程中保持稳定的形状和性能,因此能够提供更高的加工精度。使用寿命长:由于金刚石颗粒与基材之间的结合力强,电镀金刚石砂轮的使用寿命通常更长,减少了更换砂轮的频率,降低了生产成本。更精确和更易于控制:电镀金刚石砂轮非常适合用于小零件和易碎材料的精细精密研磨,因为它们具有更精确和更易于控制的优势。操作简便:电镀金刚石砂轮无需修整,使用方便,降低了操作难度。环保和节能:电镀金刚石砂轮磨削时工作台不接触工件,解决了传统磨削方式效率低、噪音大、易粉尘污染、操作困难等问题,更环保和节能。请注意,虽然电镀金刚石砂轮具有许多优势,但在某些特定应用或材料上,传统金刚石砂轮可能仍然是更好的选择。上海铸铁烧结电镀金刚石砂轮批发电镀金刚石砂轮,提高生产效率的利器。

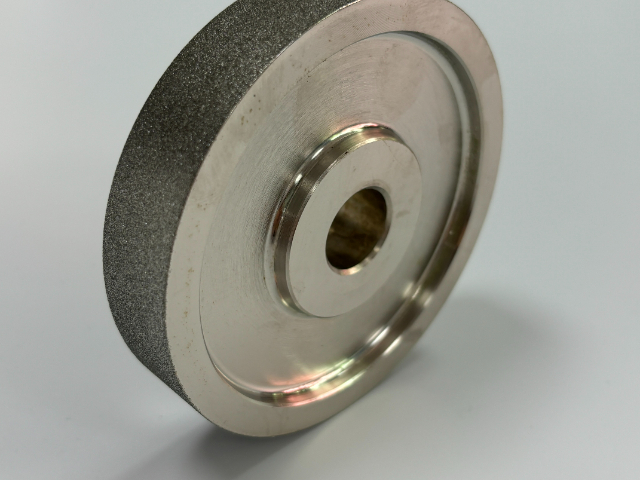
电镀金刚石砂轮的优势主要体现在以下几个方面:电镀工艺简单,投资少,制造方便:电镀金刚石砂轮的制作工艺较为简单,投资成本较低,这使得其生产过程既经济又高效。无需修整,使用方便:电镀金刚石砂轮在使用过程中无需进行额外的修整,降低了使用成本,并提高了工作效率。高工作速度:电镀金刚石砂轮的单层结构决定了其可以达到很高的工作速度,国外已高达250~300m/s,这使得其在高速、超高速磨削中占据主导地位。足够的寿命:虽然电镀金刚石砂轮只有单层金刚石,但其仍具有足够的寿命,能够满足长时间、很强度的磨削需求。高精度加工:电镀金刚石砂轮具有保形性好、加工精度高的特点,特别适用于形状复杂、精度高、特薄、较小的制品的加工。然而,电镀金刚石砂轮也存在一些缺点,如镀层金属与基体及磨料结合面上并不存在牢固的化学冶金结合,这可能导致金刚石颗粒在高效磨削时容易脱落或镀层成片剥落,从而导致整体失效。此外,为增加把持力而增加镀层厚度,可能会导致磨粒裸露高度容屑空间减小,砂轮容易发生堵塞,散热效果差,工件表面容易发生烧伤。以上信息只供参考,如有更多专业问题,建议咨询金刚石砂轮制造领域的专业人士。
选择合适的砂轮片需要考虑以下几个关键因素:粒度的选择:粒度决定了砂轮片的磨削效率和加工表面的粗糙度。用粗粒度砂轮磨削时,生产效率高,但磨出的工件表面较粗糙;用细粒度砂轮磨削时,磨出的工件表面粗糙度较好,而生产率较低。在满足粗糙度要求的前提下,应尽量选用粗粒度的砂轮,以保证较高的磨削效率。一般粗磨时选用粗粒度砂轮,精磨时选用细粒度砂轮。硬度的选择:砂轮片的硬度应根据加工材料的硬度和韧性来选择。磨削软材料时应选择硬砂轮片,磨削硬材料时应选择软砂轮片;磨削软而韧的有色金属时,硬度应选择较软的。结合剂的选择:陶瓷结合剂是一种无机结合剂,化学性能稳定、耐热、抗腐蚀性好,气孔率大。这种结合剂制造的砂轮磨削效率高、磨耗小,能较好地保持砂轮的几何形状,应用范围广。形状和尺寸的选择:根据加工需求和设备类型选择适合的砂轮片形状和尺寸。常见的砂轮片形状有平形、斜边、筒形、杯形、碟形等。品牌和质量:选择有名品牌和质量质量的砂轮片,以确保加工质量和安全性。可以通过查看产品认证、用户评价等方式来评估品牌和质量。经济性和适用性:考虑砂轮片的价格和性价比,以及其在具体加工任务中的适用性。选用电镀金刚石砂轮,为您的磨削工作增添一份保障。

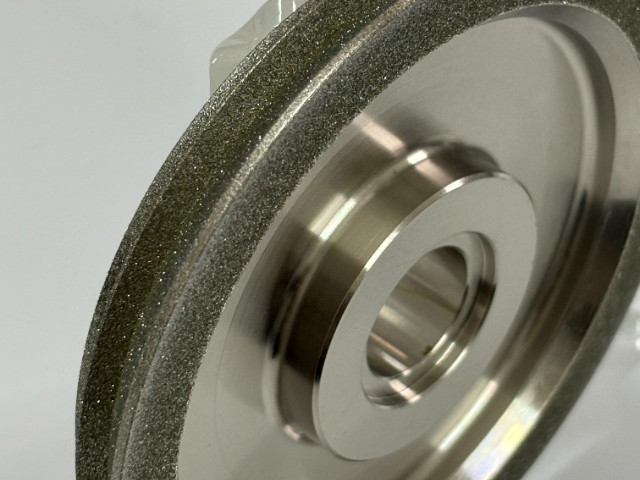
选择合适的电镀金刚石砂轮,可以考虑以下几个方面:金刚石粒度:粗磨时,应选择磨料较粗的砂轮,如24#、30#、36#、46#等,因为粗磨磨削量大,粗糙度要求低,这样生产效率高。精磨时,应选择磨粒较细的砂轮,电镀金刚石砂轮通常选用46#-710#,粗糙度可达7-9级,甚至80#~120#粗糙度可达9级以上。工件硬度:工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。金刚石种类:制作金刚石砂轮所用的金刚石磨具可选用天然金刚石或人造金刚石。结合剂类型:用于金刚石固结砂轮的结合剂大致有四种,分别是树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂。金刚石黏结力大小和耐磨性强弱顺序依次:电镀金属结合剂>金属结合剂>陶瓷结合剂>树脂结合剂。金刚石浓度:金刚石砂轮浓度是指工作层中金刚石体积占工作层总体积的百分比。选择金刚石砂轮时,粒度越细,选择的金刚石浓度越低;粘结剂的粘结力越大,选择的金刚石浓度应该越高。砂轮外形:根据具体的应用场景,可能需要选择不同外形或形状的砂轮,如平行砂轮、筒形砂轮、杯形砂轮等。技术指标:电镀金刚石砂轮主要用于高级产品的精密加工领域,因此要求基体加工尺寸精度高,肉眼观察表面粗糙度小。高精度磨削,电镀金刚石砂轮好帮手。陕西钎焊电镀金刚石砂轮定做
电镀金刚石砂轮,为您的加工过程提供强大支持。西藏烧结异形电镀金刚石砂轮生产厂家
关于电镀金刚石的使用频率,没有直接给出具体的数值。因为电镀金刚石的使用频率取决于多种因素,如材质、使用环境、正确的保养维护等。金刚石电镀的寿命可以维持3~5年,但其实际使用寿命受到多种因素的影响。例如,不同的材质对金刚石的附着力不同,钢铁等材质表面镀上电镀,金刚石的附着力可能不如镀在铜等结合力更好的材质上,容易脱落,从而降低使用寿命。使用环境也是一个重要因素,特别是在高温、高湿度、强酸等腐蚀性环境中使用,会加速金刚石电镀的脱落和磨损,缩短寿命。因此,为了延长电镀金刚石的使用寿命,正确的使用和保养至关重要。在使用前应做好清洁工作,不要让灰尘、水分等附着在金刚石电镀表面。同时,避免使用刮刀、铁丝球等易损坏电镀表面的工具进行清洗。在保养过程中,也应避免使用强酸、强碱等易腐蚀的溶液。总之,电镀金刚石的使用频率并没有一个固定的答案,需要根据具体情况进行综合考虑。在使用过程中,应注意正确的使用和保养,以延长其使用寿命。西藏烧结异形电镀金刚石砂轮生产厂家
- 湖南金属烧结电镀金刚石砂轮生产厂家 2024-12-05
- 湖南陶瓷结合剂电镀金刚石砂轮 2024-12-04
- 江苏烧结圆弧电镀金刚石砂轮批发 2024-12-02
- 湖南烧结电镀金刚石砂轮批发 2024-12-02
- 云南碗型电镀金刚石砂轮定做 2024-12-02
- 安徽双斜边电镀金刚石砂轮制造商 2024-12-02
- 江苏烧结圆弧电镀金刚石砂轮价格 2024-12-01
- 江苏平行烧结电镀金刚石砂轮 2024-12-01
- 海南铜烧结电镀金刚石砂轮厂家 2024-12-01
- 辽宁单斜边电镀金刚石砂轮定制 2024-11-30
- 内蒙古烧结圆弧电镀金刚石砂轮定制 2024-11-30
- 上海金属烧结电镀金刚石砂轮 2024-11-30