引起弯管质量下降的主要原因分析及注意方法:热煨90度弯管1、纯弯曲时,管子在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。3、弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。4、管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。5、现提供R。(弯曲半径/管外径)关系曲线图(如图示),供用户在选择管子直径与壁厚关系时参考。本图着重反映相对弯曲半径,相对壁厚对弯管质量的影响。上海弯圆,弯圆,弯管,拉弯,上海拉弯。工业不锈钢201材质弯管五星服务

弯管基本上都是经过加工制成的,而且它基本上都是用高温加热变形变弯的,很多材料一旦预热会变形,而该管道的加工弯制也正是使用这个原理。它的加热温度需要在一定的范围之内,在弯制的时候应该尽快确定加热温度,在确定之前一定要掌握温度确定原则。主营 弯管加工,拉弯加工,弯圆加工,机械零件加工。专业各种型材上海拉弯弯曲,上海弯圆,上海弯管弯弧,等剪板折边来料弯管加工及订单加工,各种产品供应商。目前可加工型材截面Φ6mm-Φ1500mm,拥有液压拉弯机、液压顶弯机、液压弯管机、带芯棒式数控弯管机、管端成型机、三辊型材卷弯机、七辊型材卷弯机、金属管材圆锯机,具备业内加工面**齐整的多种弯圆设备。质量不锈钢201材质弯管制作厂家另外根据工程需要还包括60°等其他非正常角度弯头。

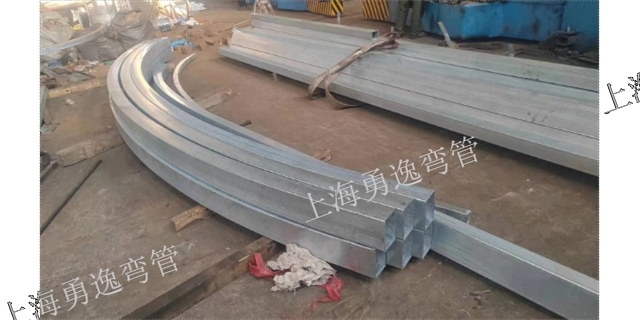
上海勇逸弯管有限公司专业从事冷弯管加工,公司座落于景色秀丽的上海。本公司专业从事冷弯管加工多年,现已拥有先进的冷弯设备和弯管加工工艺,专业弯制加工各类焊管、钢管、槽钢、角钢、扁钢、工字钢等型钢。弯管加工产品有直角弯管U型弯管组合弯管蛇型弯管盘管角钢槽钢工字钢等。弯管产品广泛应用于:火车、汽车、摩托车、童车、钢制家具、体育健身器材、空调配管、卫浴设备、石油化工、造船航天、机械制造等行业。多年来,我公司进行了一定规模的弯管加工技术改造,引进一批技术人才和先进的弯管加工机械。
纯弯曲时,管子在外力距M功效下那里边性层外侧臂壁受拉应力功效而减薄,内侧受压应力。功效剖明,弯后1150℃固溶措置工艺会导致奥氏体晶粒粗年夜以及晶粒度的极端不平均。针对淬透深度不足的现象上海迪艺弯管采用两种解决方法:一是采用冷却剂方法,目前常见的是冷却水中添加一定量的盐(质量分数5%-10%)。U型弯管在化肥高压管道上应用也很多,在热管上有时为满足柔性要求也需要大R弯管。由于弯管时受力情况非常复杂,,计算时需作假设和简化,且材料性质和实际工况难以预计,。当用中频弯管机进行弯管,弯头的弯曲半径只需不小于管子公称直径的。检查各变送器(含差压、压力及温度变送器)的配管、安装及接线是否正确。压力调整:用电磁溢流阀调整压力,保证系统压力达到需要的工作压力,一般不高于。按弯曲成形方式可以分为滚弯、压弯、推弯和绕弯.

是冷凝水溢出所致,疏通冷凝水管的办法,通常是准备一根4-5米长的塑料管,一头**冷凝水排放管,一头接在卫生间水龙头上(可以制作一个小接头,靠螺纹拧在水龙头上),利用水的压力,将管道疏通,或用二氧化碳气瓶吹扫.综上所述,风机盘管冷凝水管堵塞的现象是经常的,这主要是客房风机盘管内有水存在,再加上温度适宜,易有藻类繁殖增长,产生胶状滑溜的极浓的残质,将冷凝水管堵住.国外常在客房风机盘管的集水盘里放置灭藻***,以减少其危害.自动合闸:将消防排烟风机控制柜的柜面上的***按钮SA的手柄打"自动"状态,SA(1-2)接通,当消防控制中心主机接收到火警信号,发出启动消防排烟风机信号,中间继电器KA2动作,KA2闭合,同时KM、KA3启动,消防排烟风机启动,HL5指示灯亮,交流接触器KM启动。芯棒式热推弯管是在**推制机上,在轴向推力下通过牛角芯棒.销售不锈钢201材质弯管批发厂
真空钢管、空压管路、汽车刹车油管、电动车液压管路、注塑机液压管路.工业不锈钢201材质弯管五星服务
标准号中文标题GB150-1998《钢制压力容器》JB/T4745-2002《钛制焊接容器》JB/T4756-2004《镍及镍合金制压力容器》GB150-1998《钢制压力容器》规格:50-10000升直径:Φ500-Φ2600mmGB151-1999《管壳式换热器》JB/T4745-2002《钛制焊接容器》JB/T4756-2004《镍及镍合金制压力容器》钛在高温下易于与空气中的O、H、N等元素及包埋料中的Si、Al、Mg等元素发生反应,在铸件表面形成表面污染层,使其优良的理化性能变差,硬度增加、塑性、弹性降低,脆性增加。钛的密度小,故钛液流动时惯性小,熔钛流动性差致使铸流率低。铸造温度与铸型温差(300℃)较大,冷却快,铸造在保护性气氛中进行,钛铸件表面和内部难免有气孔等缺点出现,对铸件的质量影响很大。因此,钛铸件的表面处理与其它牙用合金相比显得更为重要,由于钛的独特的理化性能,如导热系数小、表面硬度、及弹性模量低,粘性大,电导率低、易氧化等,这对钛的表面处理带来了很大的难度,采用常规的表面处理方法很难达到理想的效果。必须采用特殊的加工方法和操作手段。铸件的后期表面处理不仅是为了得到平滑光亮的表面,减少食物及菌斑等的积聚和粘附,维持患者的正常的口腔微生态的平衡,同时也增加了义齿的美感。工业不锈钢201材质弯管五星服务