弹簧的回火工艺1.加热:与淬火类似,将弹簧放置在加热炉中进行回火前的预热。2.回火:将已经淬火处理好的弹簧放置到回火炉中进行回火处理。回火温度与时间会直接影响弹簧的机械性能,通常使用中低温度进行长时间回火,能够消除淬火过程中出现的残余应力,降低弹簧的脆性,还能够提高韧性和延展性。3.控制冷却速率:回火完成后,弹簧会产生较大的内部应力,需要进行自然冷却或缓慢冷却,避免产生新的应力。四、小结热处理是弹簧制造中一个非常重要的工艺流程,巧妙的热处理能够提高弹簧的性能,使其具有更好的电气和机械特性。要想确保弹簧在制造的过程中能够达到预期的机械性能指标,必须严格按照工艺流程进行处理,避免产生缺陷,确保产品质量。玖胜弹簧出提供弹簧生产外,提可提供各类车轴,轴套等车床件服务,为您的弹簧提供配套产品。东莞环保型拉伸弹簧研发

电镀镍的特点、性能、用途:1、电镀镍层在空气中的稳定性很高,由于金属镍具有很强的钝化能力,在表面能迅速生成一层极薄的钝化膜,能抵抗大气、碱和某些酸的腐蚀。2、电镀镍结晶极其细小,并且具有优良的抛光性能。经抛光的镍镀层可得到镜面般的光泽外表,同时在大气中可长期保持其光泽。所以,电镀层常用于装饰。3、在电镀中,由于电镀镍具有很多优异性能,其加工量仅次于电镀锌而居第二位,其消耗量占到镍总产量的10%左右。4、镍镀层的硬度比较高,可以提高制品表面的耐磨性,在印刷工业中常用镀镍层来提高铅表面的硬度。由于金属镍具有较高的化学稳定性,有些化工设备也常用较厚的镇镀层,以防止被介质腐蚀。镀镍层还广泛的应用在功能性方面,如修复被磨损、被腐蚀的零件,采用刷镀技术进行局部电镀。采用电铸工艺,用来制造印刷行业的电铸版、唱片模以及其它模具。厚的镀镍层具有良好的耐磨性,可作为耐磨镀层。尤其是近几年来发展了复合电镀,可沉积出夹有耐磨微粒的复合镍镀层,其硬度和耐磨性比镀镍层更高。若以石墨或氟化石墨作为分散微粒,则获得的镍-石墨或镍-氟化石墨复合镀层就具有很好的自润滑性,可用作为润滑镀层。 东莞耐热型拉力弹簧加工厂家东莞弹簧定制厂家,您定我制 20年多年的弹簧定制生产经验。
为什么弹簧要进行镀锌处理?(1)一般镀锌层镀后经钝化处理,钝化可提高镀层的保护性能和增加表面美观。(2)锌与镉镀层的厚度决定着保护能力的高低。厚度的大小一般应根据使用时工作环境来选择,镀锌层厚度推荐在6~24/μm范围内选取;镀镉层厚度推荐在6~12/μm范围内选取。弹簧镀锌的作用(3)弹簧的镀锌和镀镉是在电解液中进行的,在电镀过程中,除镀上锌或镉外,还有一部分还原的氢渗入到镀层和基体金属的晶格中去,造成内应力,使弹簧上的镀层和弹簧变脆,也叫氢脆。(4)由于弹簧材料的强度很高,再加上弹簧成形时的变形很大,因此,对氢脆特别敏感,如不及时去氢,往往会造成弹簧的断裂,为了消除电镀过程中产生的一些缺陷,改善弹簧的物理化学性能,延长弹簧的使用寿命,提高镀层的抗蚀能力,必须进行镀后处理,即除氢处理。(5)除氢处理是在电镀后,立即或者在几小时之内进行。将电镀后的弹簧在200~215℃的温度中,加热1~2h(或2h以上),即可达到除氢的目的。
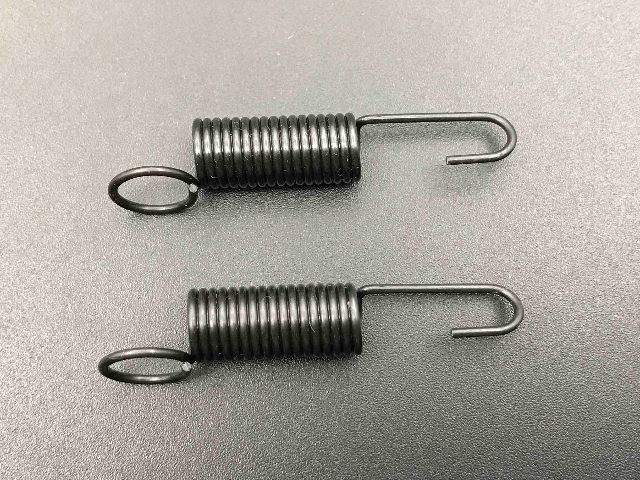
拉伸弹簧的材质中占有较大比例的有乐器金属弦线和不锈钢线,美国联合弹簧拥有专利的耐高温,抗金属疲劳特殊合金。乐器金属弦线:乐器弦线金属线符合ASTM-A313或者AMS5112..当温度高于121摄氏度(250华氏度)时,不建议使用乐器炫线金属线制成的拉簧。不锈钢线:不锈钢的型号为302、符合ASTM-A313或者AMS5688,弹簧经过回火处理,当温度高于260摄氏度(500华氏度时)不建议使用乐器炫线金属线制成的拉伸弹簧,型号为302的不锈钢略有一点磁性。不锈钢的表面上会有一点残余的镍,这是正常现象,不会影响产品的性能玖胜拉伸弹簧生产厂家以生产耐疲劳弹簧为目标,专注耐疲劳弹簧20年!
当我们开发一款新产品的时候,当中需要弹簧的时候,寻适合有实力有技术的弹簧生产厂家来配合是非常有必要的,1、图纸设计我们想要选购一款弹簧产品的时候要先将产品的数据设计出来,通过工程师绘图能更明白地与弹簧生产厂家沟通,绘制出一张弹簧图纸是购买弹簧配件的时重要的一个步骤。图纸的详细程度直接影响弹簧产品的质量效果。2、选择筛选供应商如果我们使用弹簧产品的话那么弹簧生产厂家就需要我们筛选,通过比较选择出适合我们的供应商,在互联网上弹簧生产厂家很多,我们要选择出质量和口碑都相对比较好的厂家来配合,也可通过实地的考察,了解我们选定的供应商是否适合我们。3、弹簧配件的材料比较当选择好了弹簧生产厂家合作生产弹簧配件的时候,我们可以与弹簧厂家进行技术交流,听取对方的建议结合我们的实际应用,选择出适合我们的弹簧原材料,不管是压簧、扭簧、卡簧还是一些特殊弹簧,作为弹簧的专业厂商都有自己的制造经验,通过交流我们能更正确选择我们的理想产品。东莞标准件弹簧公司,请选玖胜五金弹簧,拥有众多弹簧规格现货。广东耐热型拉簧加工
拉伸弹簧的材质决定了其适用场景和寿命。东莞环保型拉伸弹簧研发
在实际工作中,我们常碰到弹簧用不了多久就没有力了,其实就是弹簧发生了塑性变形,也就是是弹簧的自由长度变短了。一般弹簧使用几次后,它的自由长度都会变短,只是变短的多少不同而已,其主要原因是没有作初压缩处理,就是把一根制造并回火好的弹簧,用力把它压缩到它的工作高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3~5次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生变形因此要求严格的弹簧,弹簧回火后的长度应等于弹簧的原始自由长度加初压缩量,然后进行“立定”处理后,弹簧的长度就是要求的长度了,这样可避免弹簧使用后变短失效的问题。注:重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。东莞环保型拉伸弹簧研发