- 品牌
- 闽兴,闽兴吸塑,闽兴吸塑包装,闽兴包装科技,闽兴包装材料科技
- 型号
- 定制
- 是否定制
- 是
- 配送方式
- 面议
油性吸塑油性能好于水性吸塑油。油性吸塑油中的溶剂溶解能力强,活性高,能将吸塑油分子中的氢键破坏,小分子更容易渗透,溶剂也极易挥发,因此干燥速度快,吸塑效果要好。塑料类包装是包装业里面的四大材料之一:纸制品包装占30%,塑料占25%,金属占25%,玻璃占15%。而吸塑和胶盒就是塑料包装的一个大类。塑料有几种分类,按塑料自身的性能来分有两种,第一种是原材料可以回收重复使用的热塑性塑料,这种材料大分子完全无序排列,我们称之为无定型热塑性塑料。如PVC、PC、PET等。这些材料的特点是:透明性好、机械强度较低、柔韧性好。经过上一步吸塑成型后,会得到一大张半成品(很多个托盒链接在一起)。哪些食品吸塑包装服务电话
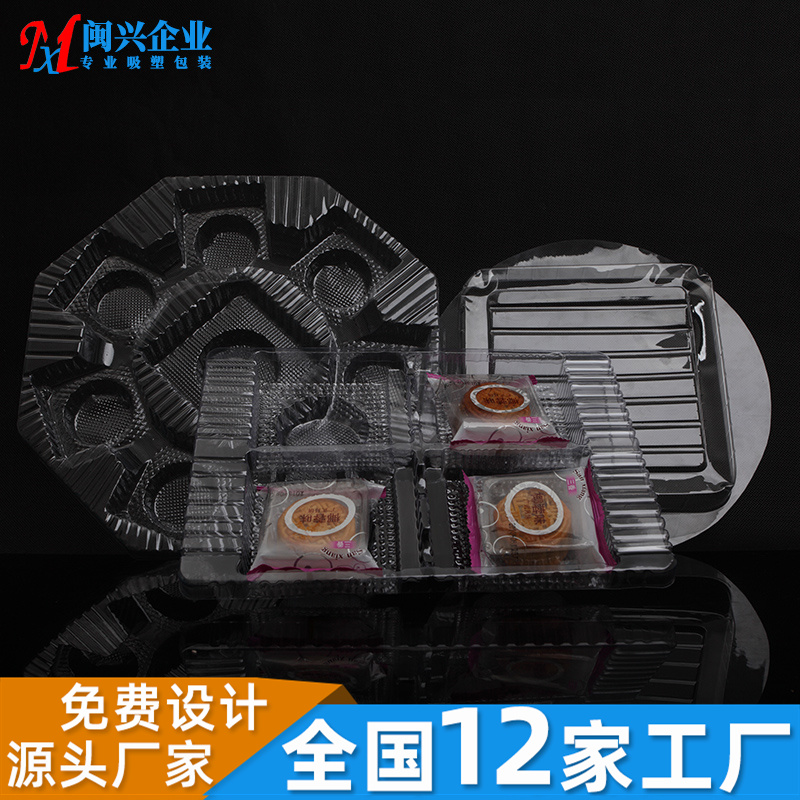
生产包装主要还是从二点出发,市场调查以及包装设计,这二种是塑料产品制作**不可失去的二种做法,所谓的调查主要还是从消费者的购买角度出发,还有包装的使用效果调查,主要的调查是从物品销售的用户群体里做调查。能抓住消费者的购买眼光那物品的销售就不成问题了。吸塑盒包装是一种外观型的包装产品,这类包装主要以档次的外观还有整体的外观规格给很多物品带上的特殊的亮点,盒包装的类型来源主要还是以它的使用以及它的整体外观得出,要想做好吸塑盒包装更多的还是要从的外观设计以及使用内外才能整合出真正的价值包装,在销售的市场上很多物品上商都称赞,很多使用者都说这类包装的档次外观、价格便宜还有着小巧玲珑的感觉,这种有美化作用的包装大多使用在数码产品上或者使用作为内包装。精品食品吸塑包装价格表有毛刺脏污、微生物超标等问题;

制造吸塑的步骤那么,真空成型的过程是怎么样的呢?主要分为以下三步:第一步:预热对塑料薄片进行加热处理,使之软化(如下图里面的黄色薄片)。第二步:成型通过阳模里面的抽气孔,将内部的空气抽掉,此时软化的塑料薄片由于空气压力的作用,紧紧吸附到阳模表面,其形态也自然与阳模相同,薄片冷却后发生固化成型。第三步:精加工将成型的吸塑产品取出,再对齐边角进行修边处理精加工,**终得到我们想要的效果。真空成型的方法种类真空成型的方法有很多,较为常见的有以下几种:1.凹模真空成型2.凸模真空成型3.凹凸模先后抽真空成型4.吹泡真空成型5.辅助凸模真空成型6.带有气体缓冲装置的真空成型
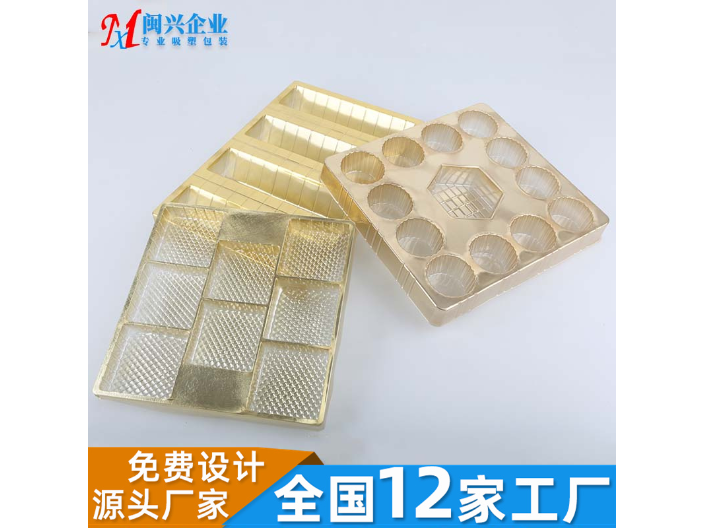
我们的生产会以物品与包装的**合适进行设计,因为目前人们的眼光不是会盯着包装要比物品美,而是他们互相到底有多搭配,要是一款物品的样貌被包装给抢去了,那这样的包装是没有任何意义。塑料制品是我们日常生活中常见的一种材质,不*可以制作各类生活器具,也可以制成各类工业用品。塑料的使用价值是如此之大;具大概的统计:到目前为止,全球已知的塑料材料有差不多一百来种左右,而被广泛应用的有这几种:PP材料(聚丙烯),是一种非常安全且质地轻的塑料材料,耐热性好,表面有独特的光泽并且容易加工出呈现出鲜艳色彩;由于耐弯折强度比较高,在生产一些一体成型的的容器时(像一些盒盖和盒身成一体的容器)会经常优先采用些类的材质。吸塑盒使用的范围比较大,有玩具产品、文具、化妆品以及数码产品等。

作为形式产品的重要组成部分,如果选择了使用吸塑盒来作为包装的商家,需要注意的是吸塑盒的包装设计,外观形象设计。再者就是吸塑盒包装还具有提升档次的效果,好的外包装更能体现出包装物的一个物品价值,而且还能提高产品档次,获得更高价值,由于包装产品便于储存保管,方便运输,减少损坏等,可以提高市场销售量,也能相对增加盈利。在竞争大的行业当中,更能够体现出物品的价值,增强同行的竞争力,物品的外包装是重要因素之一,物品本身的质量也要保证。吸塑是一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后;哪些食品吸塑包装服务电话
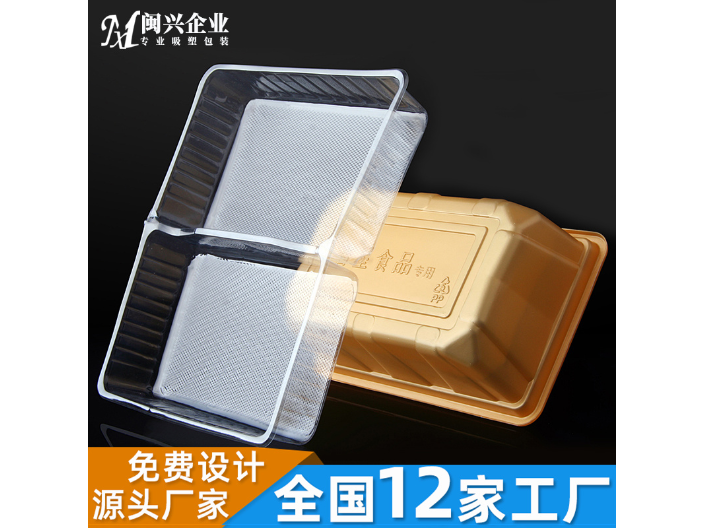
吸塑餐盒加工工艺不同:吸塑餐盒和注塑是两个不同的加工工艺, 使用设备不同。哪些食品吸塑包装服务电话
就价值方面,热成型板块占据比较大市场份额,预计在预测期内将以比较高复合年增长率增长。这种增长可归因于其打印质量优异且能承受各种气候条件图像的能力。另一方面,技术板块冷成型部分在吸塑包装市场中占有适中的份额。与热成型技术相比,冷成型技术是一个比较复杂的过程,因为它生产速度较慢,生产成本更高,包装不透明,这使得检查错误包装变得十分困难。按公司、不同层面及地区分析吸塑包装市场,前瞻产业研究院整理就价值方面,塑料薄膜部分按材料计算占比较大市场份额,预计在预测期间将以比较高复合年增长率增长。这种增长是由于其在几乎所有类型的包装类型中的应用,因为它提供了良好的产品可见性,并提供安全和有吸引力的包装。塑料也被用作制造吸塑包装的原料,因为它具有耐用、清洁、轻质、透明和成本效益。哪些食品吸塑包装服务电话

此偏差较小,一般小于0.5mm。3.同一模具因材料、吸塑温度不同造成的厚度偏差。此偏差较小,一般小于0.1mm。4.厚度的公差视具体情况而定,同一面积被拉得越大,此块厚度变得越薄。不同的操作人员,不同的温度也会使同一部位的厚度不同。以上原因中,手工起模是造成尺寸公差的主要原因,但因模具可以修改校正,故吸塑的偏差一般可控制在2mm以内。需要特别说明的是,材料厚度比成品厚度小两个号(0.05mm)。虽说存在当成品表面积比材料表面积大得多时,成品的厚度会比材料的厚度小得更多,成品表面积比材料表面积大得多,成品的厚度会比材料的厚度小得多这些现象,但总体上来说,一般差距为0.05mm。吸塑是很明确的“量...
- 定制食品吸塑包装规范 2024-12-01
- 玉溪如何食品吸塑包装 2024-12-01
- 四川食品吸塑包装报价 2024-11-29
- 设计食品吸塑包装制品价格 2024-11-25
- 出口食品吸塑包装制造 2024-11-25
- 曲靖质量食品吸塑包装 2024-11-24
- 贵阳食品吸塑包装价格大全 2024-11-24
- 自动食品吸塑包装放心 2024-11-19
- 普洱自动食品吸塑包装 2024-11-17
- 贵州食品吸塑包装规范 2024-11-17


- 定制食品吸塑包装商家 2024-11-10
- 贵阳食品吸塑包装大概价格 2024-11-08
- 四川食品吸塑包装订制价格 2024-11-07
- 什么是食品吸塑包装制造 2024-11-04
- 普洱食品吸塑包装价格大全 2024-11-03
- 普洱食品吸塑包装哪里好 2024-10-29





- 成都吸塑杯盖价格对比 12-04
- 乐山汽车用品吸塑托盘 12-04
- 遂宁贸易防静电电子吸塑 12-04
- 华蓥五金吸塑托盘 12-04
- 成都防静电电子吸塑价格对比 12-04
- 蛋糕吸塑盒 半圆 12-04
- 德阳玩具吸塑包装按需定制 12-03
- 品牌吸塑托盘价格实惠 12-03
- 防静电吸塑订制价格 12-03
- 广安吸塑杯盖推荐 12-03