- 品牌
- 无锡麦惠
- 型号
- GBJ,GJ
轴承加热器工作时,如滚针轴承当轴承内径大于70mm,或配合过盈较大时,一般采用加热的方法使轴承孔膨胀,安装省力省时,也避免施力过大对轴承造成损伤。一般将轴承加热至80度,比较高100度就够了,超过120度就会导致轴承发生回火现象,致使套圈的硬度和精度降低,影响轴承使用。工厂里一般采用油槽加热法,轴承比较好用钩子之类吊起,不要直接接触油槽底部,避免局部过热,一般的柴油或者液压油就可以,尽量保证油的清洁,温度达到后,及时安装,温度下降很快。情况不具备的时候,经验比较丰富的焊工,保证受热均匀和加热温度对焊工技术要求较高。有几种简易的检验温度的方法,目测轴承有轻微变色,但不能发蓝,发蓝的时候就已经回火,再就是把轴承提出,往上面吐唾沫,唾沫吱吱响,但不急速消失,温度基本合适。感应加热器可以实时监测加热过程,确保安全稳定。齐齐哈尔超音频感应加热器型号

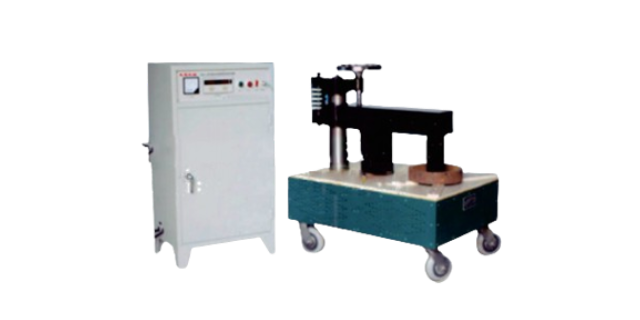
无锡麦惠研发生产制造的轴承加热器操作程序:1、根据轴承的内径,选择相应的轭铁(见表2),将串套上轴承的轭铁放置到主机铁芯端面上,应吻合平正。2、在加热过程中,用点温计测量轴承内圈端平面处温升。当温升符合要求,看准时间记数,停止加热,移开轭铁,取下轴承即可装配。3、连续加热同一规格轴承,将功能选择开关拨到时控位置,设定加热时间,当轴承被加热到所设时间即自动关断电源。4、工作完成后,将功能选择开关拨到停止位置,切断位置。兰州多用途轴承感应加热器批发独特的电磁设计使感应加热器加热均匀,避免过热。

轴承加热方法:4、电灯泡加热法利用50W的电灯泡加热轴承,可保证加热温度在100℃左右,较小轴承可直接放在灯泡上,较大轴承可置于灯泡的锥形罩内,锥形罩可防灯泡热量散失,并使加热均匀。锥形罩上下可以调位,在一定的范围内能适应加热不同大小的轴承。如果采用远红外灯泡,注意灯泡方向应向下,以免红外射线不利于人的眼睛。这种灯泡可以节能。灯泡加热法适用于数量少而不经常需;要对轴承加热的场合,平时灯泡还可作照明用,此外不需要任何其他设备。5、油槽加热法这是应用较广的传统加热方法,油槽距底部50~70mm处设金属网,轴承置于网上,大轴承要用钩子吊起。轴承不宜直接放于槽底,以防接触槽底的轴承部位局部受热过高,或槽底沉淀的污物进入轴承。油槽加热法的注意要点如下,应使用无腐蚀性热安定性好的矿物油,比较好是变压器油,油和容器都应保持清洁。油槽的容量应与被加热轴承的大小和油量而定,如果容器太小,在连续操作时,一放入轴承油温就会很快下降,效果就不好。
在使用轴承加热器时,我们需要注意一些安全事项。首先,要确保加热器的电源连接正确、稳定,避免因电源问题导致的设备故障或安全事故。其次,在加热过程中要保持适当的距离,避免直接接触高温部件,防止烫伤。此外,还要定期检查加热器的运行状况,及时发现并处理潜在的安全隐患。轴承加热器的维护保养同样重要。定期清洁加热器表面和内部积尘,可以保持其良好的散热性能和使用效果。同时,要定期检查加热元件和温控系统的工作状态,及时更换损坏的部件,确保加热器的正常运行。此外,还要遵循厂家的使用说明和维护建议,避免因操作不当而导致的设备损坏或故障。感应加热器在金属熔炼中,能够快速熔化金属。

轴承加热器的安装调试1、短路加热:主机是一特殊结构的变压器,可移动的轭铁是用以直接穿套轴承或者其它被加热工件。工作时,接通主机电源,工件(相当于副边绕组)中感应产生短路电流而被加热。2、将轭铁放置到主机铁芯的端面上。3、检查插头与插座的接线是否一致,接地应良好,然后将插头插入有控制开关的电源插座上。4、将功能选择开关拨到手控位置,合上电源,这时红色指示灯亮。5、按起动按钮,主机通电,这时绿色指示灯亮红灯熄;按停止按钮,红灯亮绿灯熄。至此,调试结束,可投入使用。感应加热器采用智能化控制,提高了加热过程的自动化水平。黑龙江变频式感应加热器市场价
感应加热器的加热过程环保无污染,符合绿色发展理念。齐齐哈尔超音频感应加热器型号
轴承加热方法:1、电热板加热法将轴承放置在温度为100℃的电热板上几分钟即可,此法**为简便,如翻转几次可使轴承受热均匀,而且效率也高,大小轴承都可使用此法。2、电炉加热法将轴承置于封闭的自动控温电炉内加热,加热均匀,控温准确,加热快,适于一批加热很多轴承的场合。3、感应加热法利用感应加热器可以快速、可靠而又干净地将轴承加热至所需温度,这特别适合于内圈紧配合的场合,由于被加热的只是内圈,而外圈受热很少,这样可以较易装于轴上,也容易装入座孔中。齐齐哈尔超音频感应加热器型号

- 黑龙江电机壳感应加热器定制 2026-05-18
- 沈阳GJ型轴承感应加热器品牌 2026-05-18
- 内蒙古工频感应加热器型号 2026-05-18
- 甘肃齿圈感应加热器价格 2026-05-18
- 陕西轴承感应加热器价格 2026-05-18
- 江苏穿孔式感应加热器品牌 2026-05-18
- 辽宁铝壳感应加热器批发 2026-05-18
- 甘肃工频感应加热器市场价 2026-05-18




