考虑到电动汽车在低转速下具有高转矩而在高转速下具有恒定功率的特点,电动汽车的传动系统相对简单。通常,这只需要在输入和输出之间配置一个或两个速比。在设计变速箱时,由于电机的高转速(高达20,000rpm)特点,需要对其进行特殊设计以减少功率损耗,确保高运转效率的同时控制噪音。噪音是电动汽车变速箱设计过程中的一个主要考虑因素,因为没有内燃机那样的发动机噪音来抵消传动系统的噪音。电动汽车变速箱的公差必须非常严格。在装配和制造过程中,应特别注意轮齿几何尺寸和机械设计,以确保产品的高质量和高性能。涡流探测的重要优点包括操作员不需要检查并确定零件是完好的还是已经报废,因此消除了人为错误。外圆磨在线测量
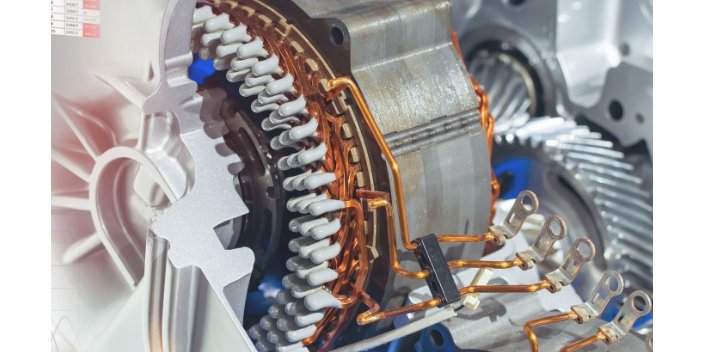
在测量转子轴多个截面的外径的同时,还可以同时测量铁芯和花键齿轮相对于转子轴的跳动。用激光扫描技术检查平衡孔的直径和深度是一个附加功能。Marposs可以提供基于2D光学技术的高精度测量解决方案,用于在计量实验室和生产环境中对转子和转子轴进行快速和多样的质量控制。触觉感应和光学技术的结合(也能在转子磁场的影响下工作)使测量能力达到理想水平。根据转子类型的不同,客户可使用定制的手动或自动方案进行不同的测试操作。通过反电动势分析检查永磁转子的磁场均匀性、检查感应电机鼠笼转子条的局部缺陷、绕线转子的绝缘测试,包括局部放电测量等。辽宁发动机检测设备马波斯将自动化和测试有效地结合在一起,马波斯将测试技术无缝整合到客户的作业流程中。

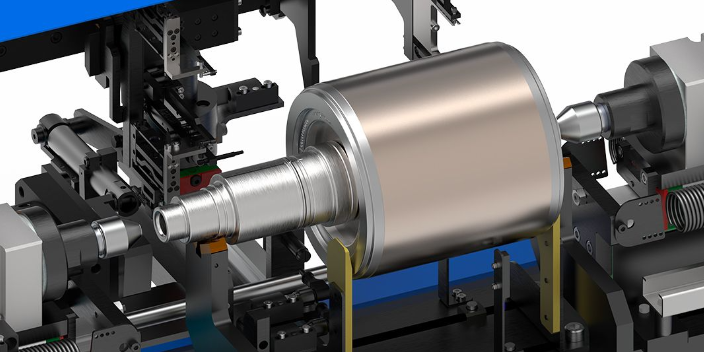
由于在高转速和高扭矩下工作,转子轴必须承受恒定的机械应力。为了使这些部件达到比较高质量,必须对其某些方面(如轴承,座)进行极其精确的磨削操作。成品质量和优化周期是整个工艺过程中十分重要的。Marposs在磨削过程监控方面具有丰富的经验。Marposs设计开发一整套传感器,这些传感器专门设计用于在不同磨削阶段控制所有的关键参数:过程中和过程后测量、动平衡声发射、振动和功率。Marposs提供定制化动态测量工站对轴或转子组件进行自动加工后测量。
Marposs单啮测试系统可用于在实验室中测量试制样件,以验证齿轮设计过程。该测量系统也可测量变速箱(减速器)样品中待测样件相比于master,或待测样件相比于共轭齿轮的尺寸偏差。操作人员甚至可以调节齿轮中心距及轴线倾斜角,以比较大化降低噪音。对于齿轮制造过程在线监控来说,该监控系统旨在检测出磨削过程中的尺寸变化,从而在砂轮接触零件或修整器时能够极精确得控制进给速度。该系统尤其可以防止加工过程中的碰撞,检测机器或工装的故障,检测砂轮上的碎片,以及检测修整器的缺陷。EOL测试可提供完整的功能测试,包括满足市场标准的NVH分析。还可提供实验室环境下。

在半导体行业,圆晶减薄当然是非常精密的加工过程。在减薄过程中,需要用接触式或非接触式传感器严格控制加工过程。从步骤来看,封装前,圆晶需要达到正确的厚度,这是半导体生产的关键。圆晶背面研磨(圆晶减薄)是一种半导体生产工序,在此期间需要严格控制圆晶厚度,使圆晶达到超薄的厚度,可叠放和高密度封装在微型电子器件中。马波斯传感器甚至可检测到砂轮与圆晶接触的瞬间或检查任何过载。同时,马波斯传感器可在干式和湿式环境中可靠地在线测量厚度。本质上NVH检测的原理是通过施加与实际工况相似(甚至更高)的转速和扭矩值来对齿轮进行检测。四川发动机检测设备厂家
20多年的经验和安装的多个系统,使e.d.c.能够100%识别缺陷,甚至是潜在缺陷。外圆磨在线测量
Optoquick可直观的测量验证,测量报告易于理解,通过清晰的图像,显示超出公差范围的结果,用于简单分析的真实工件图像。OptoquickL系列是大型重型工件测量的比较好选择。可通过手动或机器人自动模式将工件装载在Optoquick上。尾架为自动化移动式,能够全自动夹紧工件和实现换型。智能控制界面使得生产管理者能通过简单的指令与Optoquick互动。Optoquick支持多个工件的测量程序。因此,可通过简单的指令按顺序测量不同的工件。它可在数秒之内从一个程序切换到另一个程序,以消除新生产批次设置中的任何延迟情况。外圆磨在线测量