- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
工厂化水产养殖问题及改进措施,水资源问题,目前国内大部分水产养殖企业采用的都是流水养殖,不仅需要消耗大量的地下水资源,而且养殖废水中大多含有氨氮、亚硝酸盐、有机污染物、有机磷以及一些饲料、药品残留物等污染物质。由于养殖废水大部分未经过处理就排放到沟渠里,不仅导致水资源的过度消耗,同时也造成了水资源大面积的污染。因此,养殖水处理特别是养殖尾水处理问题成为了目前工厂化循环水养殖需解决的关键问题。近些年来生物絮凝技术、物理过滤技术、微生物技术等已应用于水处理技术上,将养殖水体中的氨氮转化成低毒的硝酸氮,甚至大幅度降低亚硝酸盐和氨氮的含量,尽量减少对养殖鱼体的影响,使养殖水体可进行循环利用。因此需要进一步开展循环水处理设备及技术研究,实现水产养殖废水资源化再利用,彻底达到全封闭工厂化水产养殖“零排放”。工厂化养殖助力渔业扶贫,带动农民增收。湖南大棚内工厂化水产养殖方式

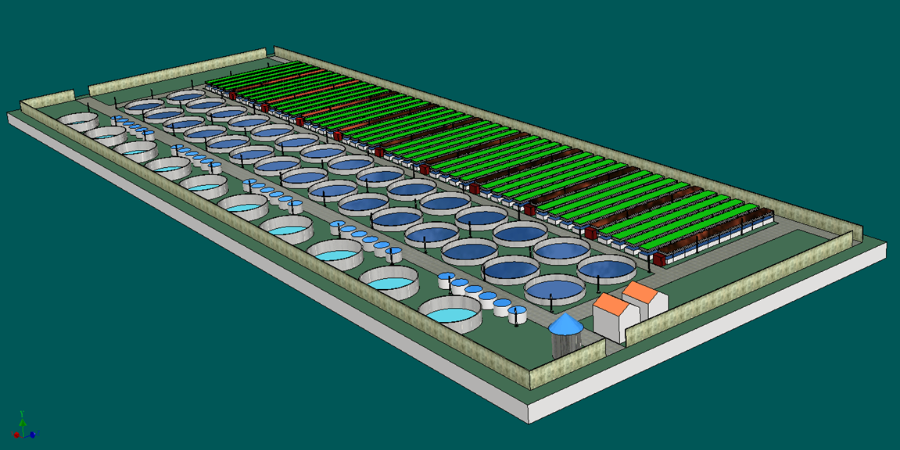
工厂化养殖采用闭合式的循环,从底部排出来的水,经过净化处理,再排回鱼池重复利用。主要的流程,主要通过微滤机、紫外线杀菌到蛋白质分离器、生物滤池。通过净化处理的水,再回流到养殖鱼池,这样就形成闭合式循环,跟外源的水比,这种封闭的循环水体是没有污染的。工厂化养殖受外界天气影响比较小,外面到了冬天一般水温低于十度,鱼类就不吃食了。而在室内的话,就能够继续生产,全年生长。总体来说,工厂化循环水养殖车间,生长时间明显长于室外池塘。山西高密度工厂化水产养殖系统通过优化饲料配方,工厂化养殖有助于降低养殖业的饲料成本。

到了夏天,如果是外面池塘的话,受外面的气压影响、池塘水体溶氧会变低。而室内的工厂化养殖,增氧系统是自动化的,保持鱼池内有较高的溶氧。所以,工厂化养殖一般每年出鱼的批次要比池塘的多,原因就在于,工厂化养殖能很好的控制温度和水质,不受外界自然环境的影响和制约。此外,在投喂饲料方面,工厂化养殖每天早晚两次投喂膨化饲料,相对来说浪费比较少。实现精确化养殖后,在养殖管理上,还能有效隔离病害,控制病源的侵入,降低鱼苗的发病率。
当然,目前我国的在循环水设备上仍与国际头部技术企业存在差距,在循环水技术的运行工艺与养殖管理未有统一的标准,设备与养殖品种的基础性研究仍需加强。毕竟工厂化循环水系统并不是多功能的养殖模式,一座成功的工厂化循环水养殖场案例,三分之一依靠设备技术,三分之一依靠运营管理,三分之一依靠市场行情。而这,正是对每位循环水技术从业者的鞭策,不断丰富自己的知识储备,在服务每一位养殖户的同时,带动着中国水产科技向世界顶端冲击。养殖废弃物资源化利用,是实现绿色发展的关键。

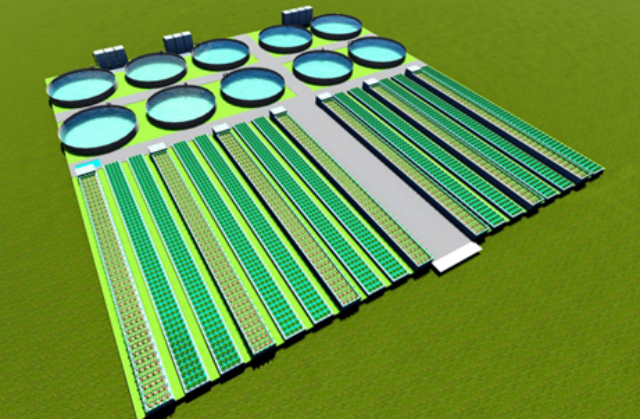
空间较大化,才能在单位空间里养更多的鱼,有更多的产出,实现节水、节地、高产的目标。集污效率足够好,才能将鱼群代谢的废弃物尽快的排出养殖池排进过滤系统。也只有废弃物及时得到处理,才能实现养殖水体的循环使用。辽宁省海洋水产科学研究院也针对第二个要素做了实验进行集污效率对比:基于方形池、八角池、圆形池等常见养殖池形式,通过分析养殖池内水流云图和向量图分析不同池型在相同进水流量下的集污能力,对比相同集污效果下的能耗情况。工厂化养殖有助于提高水产品产量,满足市场需求。大型工厂化水产养殖过滤器
工厂化养殖为解决“菜篮子”问题贡献了一份力量。湖南大棚内工厂化水产养殖方式
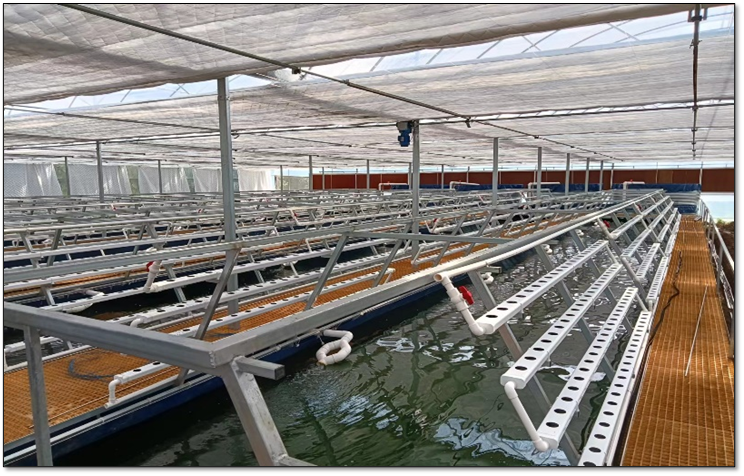
日常管理:1. 日常巡视,定期检查残留饵料量并根据需要及时调整投喂量。蜕皮期减少投喂,蜕皮后适时补充钙质防止软壳。定期检查循环水系统的情况保证正常运转。2. 水质调控,每日投料前,观察虾的状况并清理死虾及虾壳,排掉底部部分污水。后期随着虾苗的长大以及饲喂量的增加,水体的氨氮浓度必会上升,所以需要增加换水量,但不能超过原水体的10%以避免虾苗应激。定期检测水质指标并根据水质具体情况调整循环水系统水循环量,并定期观察压力表数值,对石英砂滤罐进行反冲洗以免结块而影响水质。湖南大棚内工厂化水产养殖方式

上海芾驰智能作为工厂化水产养殖供应商中的重点企业。始终坚守“农业科技产业化、数字化、智能化践行者”的初心,充分发挥自身在智能制造行业的技术积累,将工业互联网思维与水产养殖需求深度结合,打造出适配工厂化养殖场景的智慧农业物联网产业服务平台,涵盖养殖全流程的智能化管控功能,能够精确满足不同规模、不同品种工厂化水产养殖的个性化需求,同时依托长三角农业硅谷的产业优势,整合行业资源,为客户提供一站式、全方面的养殖解决方案,助力养殖企业降本增效、提质升级。养殖业的绿色发展,有利于保护生物多样性。北京工厂化水产养殖过滤器作为深耕工厂化水产养殖领域的专业供应商,芾驰智能经过多年的技术沉淀与发展,不仅积累了丰富...
- 北京专业工厂化水产养殖物联网 2026-05-08
- 北京大棚内工厂化水产养殖基地 2026-05-08
- 山西高密度工厂化水产养殖物联网 2026-05-08
- 吉林工厂化水产养殖产值 2026-05-08
- 江苏工厂化水产养殖系统 2026-05-08
- 黑龙江专业工厂化水产养殖服务商 2026-05-08
- 深圳循环水工厂化水产养殖供应商 2026-05-08
- 云南专业工厂化水产养殖 2026-05-08
- 北京大型工厂化水产养殖池 2026-05-08
- 微生物工厂化水产养殖平台 2026-05-08




- 贵州智能工厂化水产养殖方案 2026-05-08
- 重庆陆基工厂化水产养殖鱼池 2026-05-08
- 湖南陆基工厂化水产养殖产值 2026-05-08
- 甘肃专业工厂化水产养殖 2026-05-07
- 黑龙江工厂化水产养殖供应商 2026-05-07
- 深圳工厂化水产养殖服务商 2026-05-07

- 河南小型鱼菜共生系统制作 05-10
- 河北新型鱼菜共生服务商 05-10
- 上海鱼菜共生系统原理 05-10
- 江西小型鱼菜共生整体方案提供商 05-10
- 湖南低碳鱼菜共生可行性报告 05-10
- 湖北智能鱼菜共生哪家好 05-10
- 江西新型鱼菜共生怎么样 05-10
- 海南庭院鱼菜共生项目加盟 05-10
- 湖南阳台鱼菜共生优势 05-10
- 江西新型鱼菜共生系统种植 05-10