- 品牌
- 志远超硬材料
- 型号
- 非标定制
- 类型
- 切割砂轮,磨钢球砂轮,普通砂轮,蜗杆磨砂轮,碾米砂轮,深切缓进给磨砂轮,高速砂轮,超高速砂轮,重负荷磨削砂轮,无心磨砂轮
- 外形
- 螺栓紧固砂轮,蝶形砂轮,平行砂轮,碗形砂轮,筒形砂轮,斜边砂轮,凹面砂轮,凸面砂轮,杯形砂轮,锥面砂轮
- 材质
- 金刚石,单晶刚玉,白刚玉,橡胶砂轮,锆刚玉,棕刚玉,绿碳化硅,铬刚玉,黑碳化硅,氮化硼/CBN
- 工艺
- 电镀
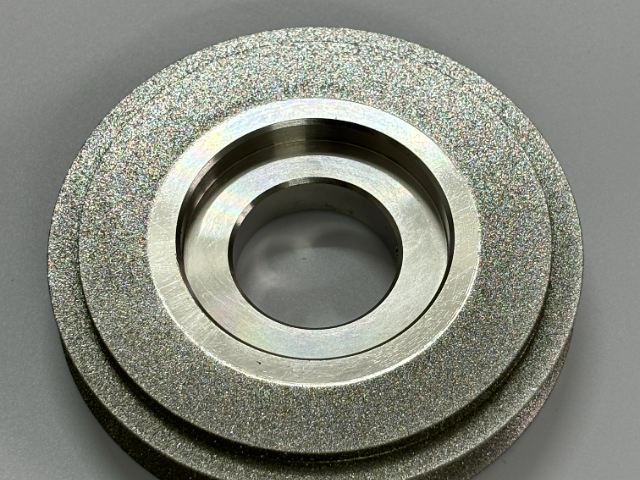
电镀金刚石砂轮的适用性和兼容性相当很多,但具体还需根据加工材料、加工需求以及砂轮的具体规格来确定。首先,电镀金刚石砂轮具有硬度高、耐磨性好的特点,适用于磨削高硬度和脆性材料,如玻璃、陶瓷、非金属材料等。同时,它也在电子、光学、航空航天等领域有广泛的应用。其次,电镀金刚石砂轮也适用于金属材料的研磨加工,如不锈钢、高速钢等。其无需修整、使用方便的特点,使得在磨削对磨削温度较为灵敏的金属资料时成为理想的砂轮选择。此外,电镀金刚石砂轮的单层结构决定了它可以达到很高的工作速度,国外已高达250~300m/s。同时,它也具有足够的寿命和足够的磨粒裸露高度,能够有效防止堵塞,保持良好的散热效果,降低工件表面烧伤的风险。然而,虽然电镀金刚石砂轮具有很多的适用性,但它并不完全适用于所有材料的磨削。特别是针对普通钢的打磨,由于其与金刚石材质的差异较大,砂轮容易被普通钢的刀屑卡塞和烧损,因此不适合用于普通钢的粗磨和修整,但可以用于高精度和高光洁度的磨削,如超精密磨削、镜面抛光等。综上所述,电镀金刚石砂轮的适用性和兼容性较好,但具体还需根据加工材料和需求来选择合适的砂轮规格和类型。这款砂轮采用电镀金刚石,适用于各种硬脆材料的磨削。宁夏金属结合剂电镀金刚石砂轮供应商
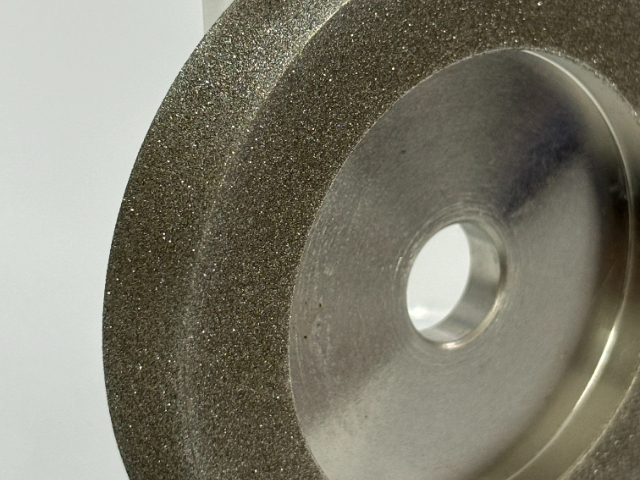
电镀金刚石砂轮主要用于研磨具有高硬度和脆性的材料,例如玻璃、陶瓷、非金属材料等。它在电子、光学、航空航天等领域有广泛的应用。此外,电镀金刚石砂轮也适用于磨削硬质合金、半导体硅片、金刚石复合片、金刚石刀具、新型工程结构陶瓷、宝石、水晶、磁性材料等高硬脆材料的机械加工中,并取得了良好的使用效果。由于电镀金刚石砂轮具有很强度、耐热性能好、切削锋利、磨削效率高、磨削过程中不易发热和堵塞、热膨胀量小、形状保持性好、容易控制加工精度等特点,它成为磨削高硬度和脆性材料的理想选择。然而,虽然电镀金刚石砂轮硬度高,但金刚石和普通钢的材质差异较大,砂轮容易被普通钢的刀屑卡塞和烧损。因此,电镀金刚石砂轮不适合用于普通钢的粗磨和修整,但可以用于高精度和高光洁度的磨削,如超精密磨削、镜面抛光等。在使用电镀金刚石砂轮进行磨削时,应根据具体磨削材料的硬度、磨削方式和磨削量选择合适的砂轮规格和细度。吉林陶瓷电镀金刚石砂轮定做电镀金刚石砂轮,为您提供优越的磨削性能。
砂轮片是用于磨削、切割、抛光等工艺的重要工具,其种类繁多,包括但不限于以下几种类型:氧化铝砂轮片:这是最常见的砂轮片类型,通常用于金属和非金属材料的磨削加工。氧化铝砂轮片硬度高、耐磨性好,适用于各种普通钢材的磨削。碳化硅砂轮片:碳化硅砂轮片主要用于磨削硬质合金、玻璃、陶瓷等硬脆材料。它的硬度高、脆性大,适用于对表面粗糙度要求不高的粗加工。金刚石砂轮片:金刚石砂轮片主要用于高硬度和脆性材料的加工,如磨削硬质合金、陶瓷、玻璃等。金刚石砂轮片具有极高的硬度和耐磨性,适用于高精度和高效率的磨削加工。立方氮化硼(CBN)砂轮片:CBN砂轮片主要用于高速钢、工具钢、模具钢等材料的磨削加工。它的硬度仅次于金刚石,但热稳定性更好,适用于高温下的磨削加工。橡胶砂轮片:橡胶砂轮片主要用于非金属材料的抛光和磨削,如塑料、橡胶、木材等。它的质地柔软,易于贴合工件表面,适用于精细磨削和抛光。在选择砂轮片时,需要根据加工材料的性质、加工精度和加工效率等要求来选择合适的砂轮片类型。同时,还需要注意砂轮片的尺寸、转速、磨料粒度等参数,以确保加工质量和安全。
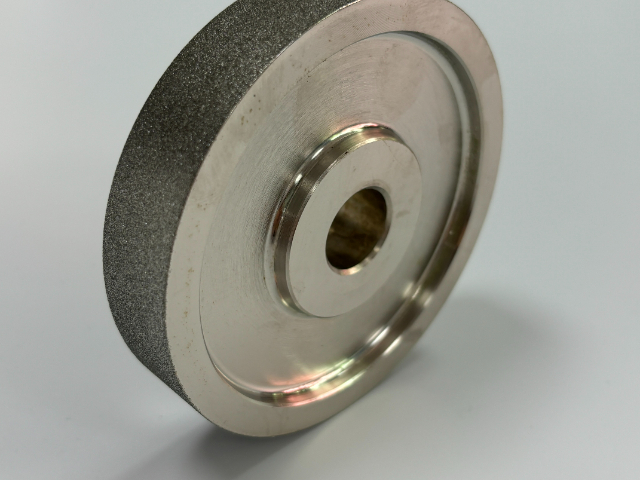
电镀金刚石砂轮相比传统金刚石砂轮的优势主要有以下几点:更强的结合力:电镀金刚石砂轮是通过使用电流将金刚石颗粒直接粘合到金属基材上制成的,这种结合方式提供了更强的结合力,使得金刚石颗粒在磨削过程中更不容易脱落。更高的磨削效率和精度:电镀金刚石砂轮通常更薄,这使得它们能够更快地去除材料并减少热量积聚,从而提高磨削效率。同时,由于其结合力强,金刚石颗粒分布均匀,因此能够提供更一致的切削性能,从而获得更高的磨削精度。更好的保形性和加工精度:电镀金刚石砂轮具有较好的保形性,能够在长时间磨削过程中保持稳定的形状和性能。这使得它特别适用于对加工精度要求较高的应用,如精密磨削和镜面抛光等。更长的使用寿命:由于金刚石颗粒与基材之间的结合力强,电镀金刚石砂轮的使用寿命通常更长。这减少了更换砂轮的频率,降低了生产成本。更广泛的应用范围:电镀金刚石砂轮适用于多种材料的磨削,包括硬质合金、玻璃、陶瓷等。同时,它们也适用于湿磨和干磨等多种磨削方式,具有更广泛的应用范围。总的来说,电镀金刚石砂轮在结合力、磨削效率、精度、保形性、使用寿命和应用范围等方面相比传统金刚石砂轮具有明显优势。电镀技术使金刚石砂轮颗粒更牢固地附着。

电镀金刚石砂轮的制造工艺主要是电化学法制作,具体工艺如下:首先,电镀金刚石砂轮的工作层含有金刚石磨粒,金刚石磨料通过电化学法被金属结合剂粘结在基体上。在这个过程中,首先沉积金属结合剂的厚度为金刚石磨粒高度的20%(上砂),然后继续用金属结合剂把金刚石磨粒粘结(增厚),使得其厚度约为磨粒高度的2/3。然而,电镀金刚石砂轮在工作表面上金刚石浓度过大是一个需要解决的问题。为了调整金刚石在工作表面上的浓度,可以采用金刚石磨料预先和填料混合的方法。这些填料可以是盐类、玻璃球或磁铁颗粒。在粘结后,通过溶解法、升华法或磁场法去除填料,以调整金刚石在工作表面上的浓度。虽然只有单层金刚石,但仍有足够寿命;对于精度要求较高滚轮砂轮,电镀是只有制造方法。然而,电镀金刚石砂轮也存在一些缺点。由于镀层金属与基体及磨料结合面上并不存在牢固的化学冶金结合,磨料实际上只被机械包埋镶嵌在镀层金属中,因此把持力较小。在高效磨削时,金刚石颗粒负荷较重,易脱落(或镀层成片剥落),从而导致整体失效。为了增加把持力,就需要增加镀层厚度,但这会减小磨粒裸露高度和容屑空间,使得砂轮容易发生堵塞,散热效果差,工件表面容易发生烧伤。电镀金刚石砂轮,适用于高精度零件的磨削。吉林陶瓷电镀金刚石砂轮定做
稳定的电镀金刚石砂轮,减少加工过程中的波动。宁夏金属结合剂电镀金刚石砂轮供应商
金刚石砂轮的优势:超高硬度:金刚石是自然界中已知的很硬物质,因此金刚石砂轮具有极高的硬度,能够轻松应对各种硬质材料的磨削需求。优异的耐磨性:金刚石砂轮在磨削过程中磨损较小,能够保持较长时间的锋利度和稳定性,从而提高磨削效率和使用寿命。良好的导热性:金刚石砂轮具有优异的导热性能,能够及时将磨削过程中产生的热量散发出去,避免工件因过热而受损。高精度磨削:金刚石砂轮能够实现高精度磨削,满足高精度加工的需求,特别是在半导体、光学等领域具有广泛应用。宁夏金属结合剂电镀金刚石砂轮供应商
- 湖南陶瓷结合剂电镀金刚石砂轮 2024-12-04
- 江苏烧结圆弧电镀金刚石砂轮批发 2024-12-02
- 湖南烧结电镀金刚石砂轮批发 2024-12-02
- 云南碗型电镀金刚石砂轮定做 2024-12-02
- 安徽双斜边电镀金刚石砂轮制造商 2024-12-02
- 江苏烧结圆弧电镀金刚石砂轮价格 2024-12-01
- 江苏平行烧结电镀金刚石砂轮 2024-12-01
- 海南铜烧结电镀金刚石砂轮厂家 2024-12-01
- 辽宁单斜边电镀金刚石砂轮定制 2024-11-30
- 内蒙古烧结圆弧电镀金刚石砂轮定制 2024-11-30
- 上海金属烧结电镀金刚石砂轮 2024-11-30
- 宁夏平行烧结电镀金刚石砂轮批发 2024-11-28