焊接法兰是一种常用的连接管道和设备的方法,它可以确保连接的牢固性和密封性。根据不同的需求和应用场景,有几种不同的焊接法兰可供选择。 1. 对焊法兰:对焊法兰是顶配常见的一种焊接法兰,它通常用于高压和高温的管道系统。对焊法兰的连接方式是将两个法兰的焊缝对准,然后进行焊接。这种连接方式可以提供较高的强度和密封性。 2. 螺纹法兰:螺纹法兰是一种将法兰和管道螺纹连接的方法。它适用于低压和低温的管道系统。螺纹法兰的连接方式是将法兰和管道的螺纹对接,然后用螺纹密封剂进行密封。这种连接方式相对简单,但强度和密封性较低。 3. 锻造法兰:锻造法兰是一种通过锻造工艺制造的法兰,它通常用于高压和高温的管道系统。锻造法兰的连接方式是将两个法兰的焊缝对准,然后进行焊接。这种连接方式可以提供较高的强度和密封性。 4. 承插焊接法兰:承插焊接法兰是一种将法兰和管道承插连接的方法。它适用于中等压力和温度的管道系统。承插焊接法兰的连接方式是将法兰和管道的承插部分对接,然后进行焊接。 总的来说,不同的焊接法兰适用于不同的压力、温度和应用场景。选择合适的焊接法兰可以确保管道系统的安全和可靠性。41. 焊接法兰可以实现管道系统的自动化控制。国产焊接法兰产品介绍

焊接法兰是一种常用的连接管道的方法,它由两个法兰和一个密封垫片组成。焊接法兰通常用于高压、高温或有腐蚀性介质的管道系统中。焊接法兰的字段落主要包括以下内容:1. 法兰类型:焊接法兰有多种类型,如平焊法兰、对焊法兰、长焊颈法兰等。字段落中需要明确所使用的法兰类型。2. 材质:焊接法兰可以使用不同的材质,如碳钢、不锈钢、合金钢等。字段落中需要指明所使用的材质。3. 尺寸:焊接法兰的尺寸通常按照标准规定,如ANSI B16.5、DIN、JIS等。字段落中需要明确所使用的尺寸标准。4. 压力等级:焊接法兰的压力等级通常根据工作条件和介质选择,如150LB、300LB、600LB等。字段落中需要明确所使用的压力等级。耐用焊接法兰服务热线56. 焊接法兰的连接需要进行焊接工艺的效率提升。

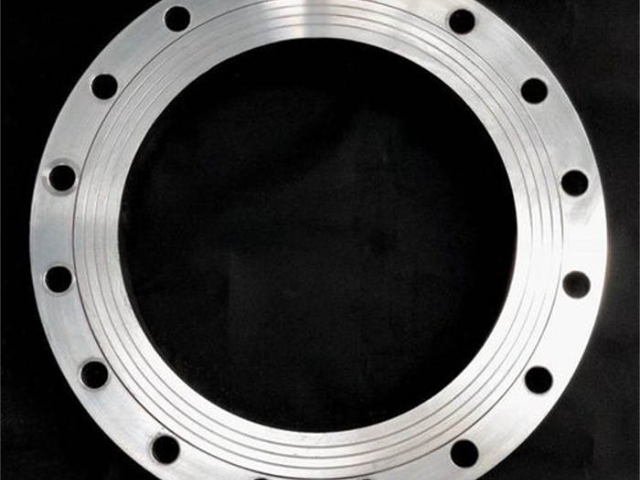
焊接法兰是一种常用的连接管道的方法,它由两个具有相同形状的法兰和一根焊接材料组成。焊接法兰通常由以下两百字段落组成: 1. 法兰盘:法兰盘是焊接法兰的主要部分,它通常由钢材制成。法兰盘有一个平面的外圆形面,用于连接另一个法兰盘。它还有一些孔,用于将法兰与管道连接。 2. 焊接材料:焊接材料是连接两个法兰盘的关键部分。常用的焊接材料包括焊丝和焊条。焊接材料需要具有足够的强度和耐腐蚀性,以确保连接的牢固性和长久性。 焊接法兰的使用具有以下优点: 1. 强度高:焊接法兰的连接强度高,能够承受较大的压力和拉力。 2. 密封性好:焊接法兰的连接紧密,能够有效地防止液体或气体泄漏。 3. 耐腐蚀性强:焊接法兰通常由耐腐蚀的材料制成,能够在恶劣的环境中长时间使用。 4. 安装简便:焊接法兰的安装相对简单,只需将两个法兰盘对准并进行焊接即可。 总之,焊接法兰是一种常用的管道连接方法,具有难度、良好的密封性和耐腐蚀性等优点。它在工业领域中普遍应用于各种管道系统中。
特高压高颈对焊法兰与钢管的环向焊接方法前期主要有2种,即:手工气保焊和全自动摆动气保焊。基于以上2种焊接方式后,个别特高压钢管塔生产厂家针对该焊接工艺特点、生产流程、构件形状等要素,自行研制了内外埋弧焊环焊专机来实现高颈对焊法兰与钢管的环向焊接,该工艺是采用埋弧焊对工件进行双面熔透焊接,并在焊接过程中无需进行清根处理,在保证焊接质量的前提下比较大限度地提高了焊接效率。目前已能够实现顶小直径300mm左右的埋弧焊双面焊接。随着高颈对焊法兰的不断生产,焊接方法、焊接技术亦在不断地改进。根据实际工件的规格尺寸,可以合理地选择手工气保焊、全自动摇摆气保焊或埋弧焊等焊接方案。39. 焊接法兰可以减少管道系统的停机时间。
焊接法兰的安装是一种常见的连接方法,适用于高温、高压和腐蚀性介质的管道系统。下面是焊接法兰的安装介绍: 1. 准备工作:首先,检查法兰和管道的尺寸和材质是否匹配,确保焊接法兰的质量符合要求。然后,清洁法兰和管道的连接面,确保没有杂质和油脂。 2. 安装法兰:将焊接法兰放置在管道的连接端上,确保法兰的连接面与管道的连接面完全贴合。然后,用螺栓将法兰固定在管道上,确保螺栓均匀分布并适当拧紧。 3. 焊接连接:使用适当的焊接方法(如手工电弧焊、气体保护焊等),将法兰与管道进行焊接连接。焊接时,要注意控制焊接温度和时间,确保焊接质量。 4. 检查焊接质量:焊接完成后,对焊缝进行检查,确保焊接质量符合要求。检查焊缝是否均匀、无裂纹和气孔等缺陷。 5. 完成安装:焊接质量合格后,可以进行后续的管道系统安装工作。安装完成后,对整个管道系统进行压力测试,确保焊接法兰的连接牢固、密封可靠。 总之,焊接法兰的安装需要严格按照规范和要求进行,确保焊接质量和连接可靠性。在安装过程中,要注意安全操作,避免发生意外事故。9. 焊接法兰的连接方式可以根据实际需要进行选择。本地焊接法兰电话
38. 焊接法兰的连接需要进行焊接工艺的环境管理。国产焊接法兰产品介绍
位焊(1)定位焊焊接必须由持相应资格证书的焊工进行施焊。(2)定位焊焊缝附近的母材表面和两侧应均匀、光洁,且应无毛刺、裂纹、氧化皮、锈蚀、油脂、水等杂质。(3)定位焊焊缝厚度不应小于3mm,且不超过设计焊缝高度的2/3,长度不应小于40mm,其间距宜为200~300mm。定位焊焊缝一般不少于3点,且应均匀分布。3.4.2焊接环境(1)气保焊时风速≤2m/s。(2)空气相对湿度≤80%。(3)焊件表面需保持干燥。(4)焊接环境比较好处于常温状态,≥0℃。3.4.3预热和道间温度控制(1)预热温度和道间温度应根据钢材的化学成分、接头的拘束状态、热输入大小、熔敷金属氢含量水平及所采用的焊接方法等综合因素确定或进行焊接试验。(2)焊接过程中比较低道间温度≥预热温度,比较高道间温度≤230℃。国产焊接法兰产品介绍


