随着环保意识的不断提高,能源化工企业在追求经济效益的同时,也需承担起环境保护的社会责任。自控技术在环保方面的应用日益普遍,如废气处理、废水处理等领域的自动化控制,能够有效降低污染物排放,提高资源利用效率。通过引入先进的自控系统,企业能够实现生产过程的绿色化、智能化转型。在能源化工行业中,远程监控与故障诊断技术的应用极大地提升了企业的应急响应能力和运维效率。通过远程监控系统,企业可以实时掌握生产现场的动态信息,及时发现并处理潜在的安全隐患。同时,借助智能诊断技术,能够快速定位设备故障,减少停机时间,降低维修成本。自控技术监测化工能源泄漏风险。兰州精细化工能源化工自控业务咨询

基于大数据分析和机器学习技术,自控监控系统服务能够提前识别生产过程中的潜在风险,实现智能化预警。通过对历史数据的深度挖掘,系统能发现生产过程中的异常模式,预测故障发生的可能性,并给出预防建议。同时,当故障发生时,系统能迅速定位故障源,提供详细的故障诊断报告和修复建议,帮助企业快速恢复生产。自控监控系统服务在提升生产安全性的同时,也致力于帮助企业实现能效优化和节能减排。通过对生产过程的精细化控制,系统能自动调整生产参数,使设备运行在很好的状态,减少能源消耗和污染物排放。此外,系统能根据生产负荷和能源价格变化,优化能源使用策略,进一步降低生产成本。甘肃能源化工自控数据处理与分析公司能源化工自控可以帮助企业实现精细化管理。

为了确保能源化工自控系统的长期稳定运行,企业需要建立完善的系统维护与升级机制。这包括定期对系统硬件进行检查和维护、更新软件版本以修复已知漏洞、以及根据生产需求进行功能升级等。通过持续的维护与升级,企业可以确保自控系统的先进性、可靠性和安全性,为生产安全提供有力保障。在能源化工自控系统的建设和运营过程中,人才培养与技术创新是不可或缺的两个方面。企业需要加强对自控系统相关人才的培养和引进,建立一支高素质的技术团队。同时,企业应加大技术创新投入,推动自控系统向智能化、网络化、集成化方向发展。通过人才培养与技术创新双轮驱动,企业可以不断提升自控系统的性能和应用水平,为产品安全和企业发展注入强大动力。
自控系统在能源化工生产中扮演着至关重要的角色,它是实现生产过程自动化、智能化的关键。我们引进并自主研发了先进的自控系统,通过集成传感器、执行器、控制器等硬件设备与先进的控制算法,实现对生产过程的精确控制和优化调度。这不仅提高了生产效率,降低了能耗和物耗,明显提升了生产安全性和产品质量稳定性。自控系统的应用,让我们的能源化工生产更加高效、智能、绿色。在产品质量、能源化工及自控服务领域,我们始终将客户需求放在重要位置,坚持服务至上的原则。我们建立了完善的客户服务体系,从售前咨询、方案设计、安装调试到售后维护,提供一站式、全方面的服务支持。我们的专业团队随时待命,快速响应客户需求,确保客户在使用过程中遇到任何问题都能得到及时、有效的解决。我们致力于与客户建立长期稳定的合作关系,共同推动能源化工行业的繁荣发展。自控技术,让化工能源生产更环保。
随着物联网、云计算等技术的不断发展,化学制药行业的自控系统正逐步实现远程监控与智能运维。通过部署远程监控中心,企业可以实时掌握各生产线的运行状态与性能指标,及时发现并处理潜在问题。同时,智能运维系统能够根据设备运行数据预测故障趋势,提前安排检修计划,减少非计划停机时间,提高设备利用率与生产效率。随着人工智能、大数据等技术的不断成熟与应用,化学制药行业的自控系统将迎来更加广阔的发展空间。AI算法的引入将使自控系统具备更强的学习与决策能力,能够根据生产环境的变化自动调整控制策略,实现更加精确与高效的生产控制。同时,数字孪生、虚拟现实等技术的应用也将为化学制药行业带来全新的生产体验与运维模式,推动行业向更加智能化、绿色化的方向迈进。能源化工自控技术可以提高生产过程的稳定性。甘肃能源化工自控系统管理业务
化工生产自动化,能源管理无忧。兰州精细化工能源化工自控业务咨询
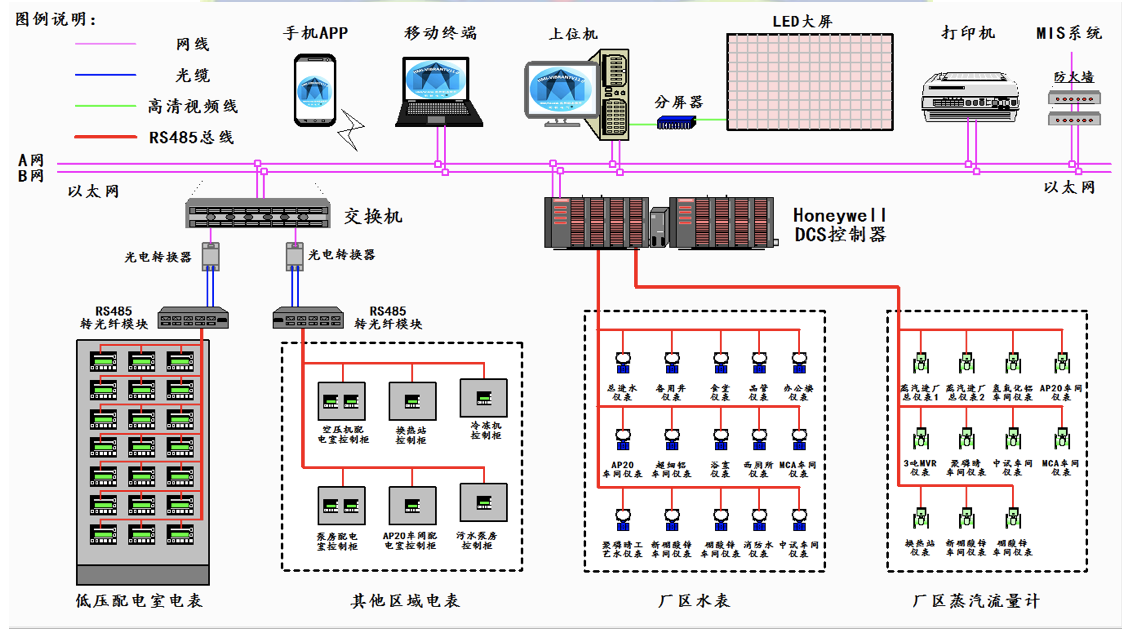
在精细化工领域,自控技术如PLC(可编程逻辑控制器)、DCS(分散控制系统)等得到普遍应用。这些系统能够精确控制反应釜的温度、搅拌速度,实现精确投料与自动分离,有效避免了人为操作带来的误差,提升了生产效率与产品质量。同时,结合大数据分析与AI算法,自控系统能对生产过程进行预测与优化,进一步提升企业的竞争力。能源化工生产过程中,高温高压、易燃易爆等极端条件给自动化控制带来了巨大挑战。自控系统需具备高度的稳定性与可靠性,以应对恶劣环境对设备的影响。此外,能源化工的工艺流程往往复杂多变,自控系统需具备强大的适应性与灵活性,能够快速响应生产需求的变化,确保生产过程的连续性与稳定性。兰州精细化工能源化工自控业务咨询