- 品牌
- 闽兴,闽兴吸塑,闽兴吸塑包装,闽兴包装科技,闽兴包装材料科技
- 型号
- 定制
- 材质
- 塑料,复合材料
- 提供加工定制
- 是
- 包装型式
- 包装盒
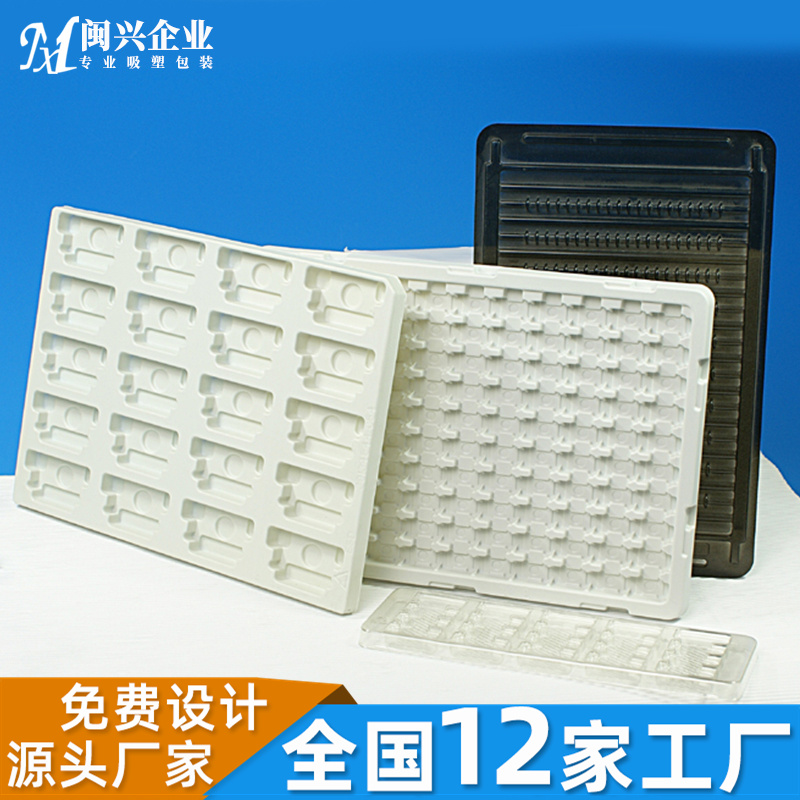
一、PVC片材韧性较高,不易燃烧,燃烧时会产生氯气,对环境造成一定影响,PVC易热合,可采用封口机和高周波封边,是生产透明吸塑制品的主要原料。PVC片材是一种用途广而深受欢迎的材料,PVC胶片可以分为环保及不环保两种,可以制成透明、彩色、防静电、镀金、植绒等各种吸塑包装制品,其特点主要透明度高、表面光泽好、晶点少、水纹小、用途广、耐冲击性强、并且易于成型,产品广用于玩具、食品、电子产品、医药、电器、礼品、化妆品、文具等产品外包装。托盒包材一般没什么大问题,但是偶尔也会发生托盒有异味;资阳电子吸塑包装价格实惠

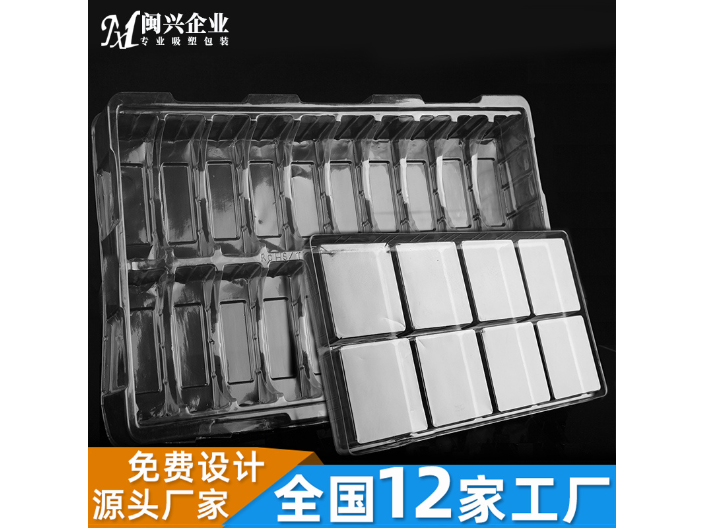
目前的连线过油方式(一般采用水性吸塑油),可以缩短时间,但是吸塑效果不佳。过油过程主要控制的目标:过油量大小合适(一般约 3-5g/m2 ,视材料表面性能、吸塑油浓度不同而有所差别)、吸塑油充分渗透。涂布过程须控制好涂布量大小,确保膜层表面的流平 性、光泽度、渗透效果、干燥性等;吸塑过程主要控制好温度、压力、时间等条件,确保吸塑效果。①吸塑油涂布厚度要适当。通过调节计量辊与涂布辊之间的空隙或选择合适的网纹辊,确保涂布吸塑油时要有足够的量,不足时可多过一次吸塑油,需保证纸卡表面油层无明显起皱,否则容易出现吸塑不稳定情况;资阳电子吸塑包装价格实惠吸塑包装盒跟对折盒大概相同;

3生产设备吸塑包装设备主要包括:吸塑成型机、冲床、封口机、高频机、折边机。封装形成的包装产品可分为:插卡、吸卡、双泡壳、半泡壳、对折泡壳、三折泡壳等。4三折泡壳包装三折泡壳包装是将泡壳折成三个边(前、底、后),多形成一个底边,以便产品能立在平面上。其特点是可以不采用高频封边工艺,而是在泡壳一定位置做上扣位来连接泡壳,必要时还可以打上钉书针,在选材方面可以用PET硬片,而实现环保材料的目的,适合于大口径的产品包装。应注意的问题:1.因没有高频机封边,边缘需要在裁床上高质量裁切完成;2.扣位松紧度要适中。
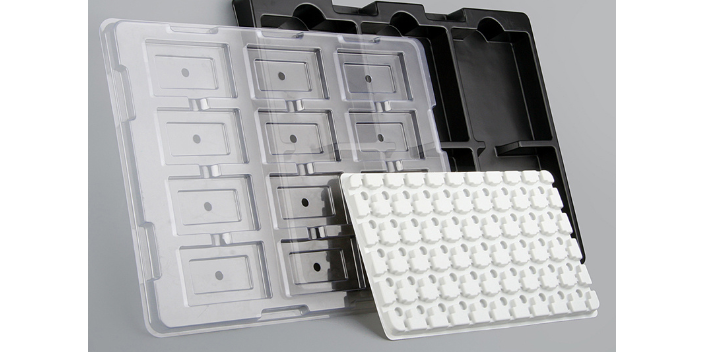
就价值方面,热成型板块占据比较大市场份额,预计在预测期内将以比较高复合年增长率增长。这种增长可归因于其打印质量优异且能承受各种气候条件图像的能力。另一方面,技术板块冷成型部分在吸塑包装市场中占有适中的份额。与热成型技术相比,冷成型技术是一个比较复杂的过程,因为它生产速度较慢,生产成本更高,包装不透明,这使得检查错误包装变得十分困难。按公司、不同层面及地区分析吸塑包装市场,前瞻产业研究院整理就价值方面,塑料薄膜部分按材料计算占比较大市场份额,预计在预测期间将以比较高复合年增长率增长。这种增长是由于其在几乎所有类型的包装类型中的应用,因为它提供了良好的产品可见性,并提供安全和有吸引力的包装。塑料也被用作制造吸塑包装的原料,因为它具有耐用、清洁、轻质、透明和成本效益。有毛刺脏污、微生物超标等问题;
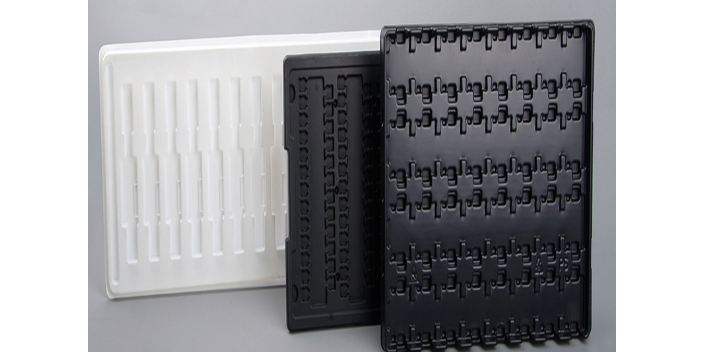
5、热合模具热合模具选用质量铜或合金铝,首要针对PET高周波热封难的问题;表面处理选用特氟龙,针对PET粘模;压边斑纹选用电脑刻花,纹路清楚、大小均匀一起,可根据用户要求定制各类斑纹。6、高频模具高频模具材料为质量压线,切刀为激光刀,切边光滑无任何毛刺边撕料;压边花纹采用电脑刻花,纹路清晰、大小均匀一致,可根据用户要求定制各类花纹;飞机孔可根据客供实样或图纸而制作;主要用于双泡壳(PVC或PETG)的熔接。7、刀模、冲孔模主要用于冲裁和打孔(圆孔、飞机孔和蝴蝶孔)附注:不考虑刀模和冲孔模,吸塑生产用的模具,成本比较低的是石膏模,其次是电镀铜模,贵的是铝模。模具钻有小孔,用于真空吸附热化的硬片,形成吸塑产品。吸塑餐盒加工工艺不同:吸塑餐盒和注塑是两个不同的加工工艺, 使用设备不同。自贡电子吸塑包装制造
特别是托盒材质一定严格要求其不得非法添加GB9685-2016允许的使用量及种类。资阳电子吸塑包装价格实惠
超声波封口:是一种吸塑封装工艺,采用超声波机产生超声波,将泡壳与泡壳粘合在一起,形成双泡壳包装,与高频封口所不同的是,超声波不但可以封PVC、PETG材料,也可以封PET材料,而且对封装的产品没有电磁伤害,特别适合电子产品的封装;不足之处在于超声波封边只能是间隔的点状,而且一般是每次只封一条直边。吸塑包装常用的塑料片材有哪些?各有什么特点?答:吸塑包装用的片材叫硬片或胶片,常用的有:PET(聚对苯二甲酸乙二酯醇)硬片、PVC(聚氯乙烯)硬片、PS(聚苯乙烯)硬片。PS硬片密度低,韧性差,易燃烧,燃烧时会产生苯乙烯气体(属有害气体)资阳电子吸塑包装价格实惠

此偏差较小,一般小于0.5mm。3.同一模具因材料、吸塑温度不同造成的厚度偏差。此偏差较小,一般小于0.1mm。4.厚度的公差视具体情况而定,同一面积被拉得越大,此块厚度变得越薄。不同的操作人员,不同的温度也会使同一部位的厚度不同。以上原因中,手工起模是造成尺寸公差的主要原因,但因模具可以修改校正,故吸塑的偏差一般可控制在2mm以内。需要特别说明的是,材料厚度比成品厚度小两个号(0.05mm)。虽说存在当成品表面积比材料表面积大得多时,成品的厚度会比材料的厚度小得更多,成品表面积比材料表面积大得多,成品的厚度会比材料的厚度小得多这些现象,但总体上来说,一般差距为0.05mm。吸塑是很明确的“量...
- 攀枝花电子吸塑包装价格对比 2024-12-09
- 遂宁自动电子吸塑包装 2024-12-08
- 德阳怎么电子吸塑包装 2024-12-08
- 出口电子吸塑包装价格表 2024-12-07
- 雅安电子吸塑包装大概价格 2024-12-05
- 达州电子吸塑包装供应 2024-12-04
- 资阳电子吸塑包装价格实惠 2024-12-03
- 眉山电子吸塑包装放心 2024-12-03
- 眉山电子吸塑包装推荐 2024-12-02
- 什么样电子吸塑包装规范 2024-12-02

- 乐山塑料电子吸塑包装 2024-11-27
- 攀枝花品牌电子吸塑包装 2024-11-27
- 甘孜电子吸塑包装价格实惠 2024-11-27
- 巴中电子吸塑包装订做价格 2024-11-27
- 乐山电子吸塑包装价格大全 2024-11-26
- 雅安电子吸塑包装供应 2024-11-24





- 遂宁酒托吸塑 12-11
- 广安工具吸塑 12-11
- 吸塑加工gag 12-11
- 塑料医药吸塑包装报价 12-11
- 雅安防静电电子吸塑哪里买 12-11
- 遂宁化妆品吸塑包装大概价格 12-10
- 如何五金工具吸塑包装服务电话 12-10
- 设计电子吸塑工厂直销 12-10
- 遂宁食品吸塑包装制品价格 12-10
- 设计五金工具吸塑包装价格表 12-10