19世纪后叶,市场上才有精密测量仪器出售。约瑟夫·惠特沃斯发明了有名的“Whitworth螺纹”,成为了推动千分尺商品化的leader。现代千分尺的设计:现代标准的千分尺具有U型结构和单手操作的特点,很多生产商都采用这一共同的设计。这一典型设计可追溯至1848年,法国发明家J.Palmer获得了称为Palmer系统的专LI,现代千分尺几乎都遵循了Palmer系统的基本设计。这一发展历程展示了从初的简单尝试到现代精密测量工具的演变,反映了人类对于精确测量的不断追求和技术进步。宝禾三爪式内径千分尺设计符合国际标准,确保在全球范围内的兼容性和认可。辽宁进口内径千分尺精度

内径千分尺的读数方法是一个相对精确且需要细致观察的过程,读取主尺上的整毫米数值:内径千分尺的主尺上通常有毫米(mm)刻度,首先读取主尺上与测量面相对应的整毫米数值。这是测量结果的主要部分。观察微分筒上的刻线:主尺旁边有一个带刻度的圆柱形微分筒,微分筒上有50个等分格,每转动一圈相当于0.5毫米。在测量时,微分筒会随着测量头的移动而转动,通过观察微分筒上的刻线对准固定基准线(如主尺上的某一刻度线)的位置,可以读出小数部分的毫米值。确定小数部分:通常每个小格0.01毫米,因此需要根据微分筒上刻线的位置来确定小数部分的数值。例如,如果微分筒上的刻线对准了第35个小格,那么小数部分就是0.35毫米。将主尺读数与微分筒读数相加:将主尺上读取的整毫米数值与微分筒上读取的小数部分毫米值相加,得到的就是被测孔径的总尺寸。例如,如果主尺读数为45毫米,微分筒读数为0.35毫米,那么被测孔径的尺寸就是45.35毫米。贵州三爪内径千分尺型号宝禾内径千分尺经过严格校准,确保测量结果的可靠性和准确性。

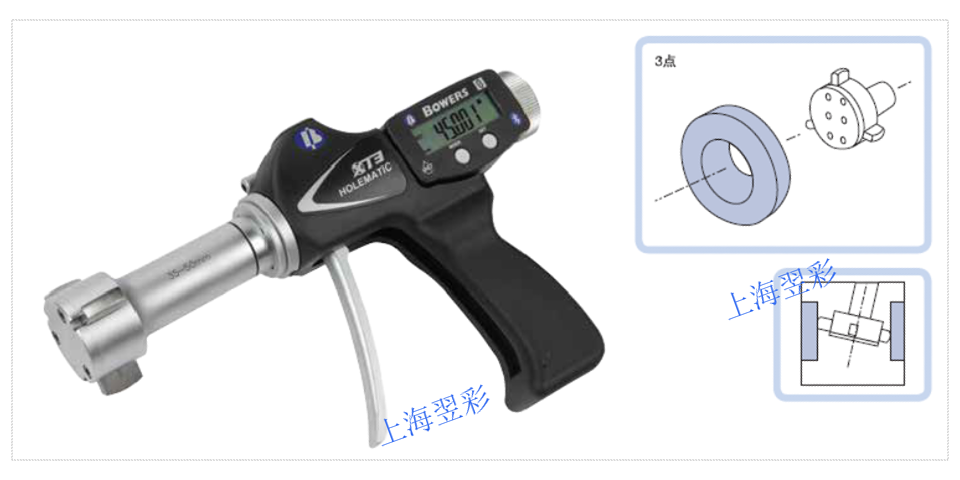
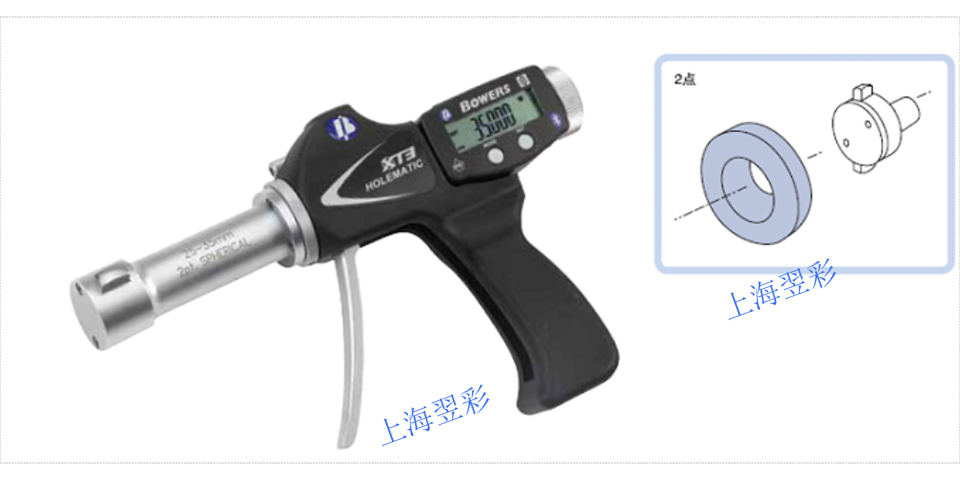
数显内径千分尺的工作原理主要基于螺旋传动机构和数字化测量技术。其内部通过精密的螺旋丝杆机构,将旋转运动转化为直线运动,从而实现对内径尺寸的测量。当测量时,螺旋丝杆旋转推动测量夹具(如三爪或两爪)向内径方向移动,与被测物体紧密接触。此时,测量夹具的位移量通过传感器转化为电信号,并经过内部电路处理后,以数字形式显示在LCD屏幕上。具体来说,数显内径千分尺的螺旋丝杆是其中心部件,通过旋转螺旋丝杆来推动测量夹具的运动。测量夹具的设计通常具有多个接触点(如三点式或两点式),以确保与被测内径的孔壁形成稳定且均匀的接触,从而提高测量的准确性和可靠性。同时,数字化测量技术的应用使得测量结果能够实时显示,并具备数据存储、传输等功能。
外径千分尺和内径千分尺在精度上都有其高精确度,但直接比较哪个更精确并不是一个简单的问题,因为这取决于多种因素,包括测量条件、使用方法、仪器校准等。从一般情况来看,两者都能达到较高的测量精度,通常都能达到0.01毫米的精度,甚至部分高精度型号能达到更高的精度。然而,在实际应用中,由于测量对象和测量原理的不同,两者在精度要求和校正方法上可能存在细微差别。外径千分尺主要用于测量物体的外径尺寸,其结构相对简单,使用也较为方便。在测量过程中,主要关注测头与被测物体表面的接触情况和读数准确性。通过正确的使用方法和定期的校准,外径千分尺能够提供可靠的测量结果。内径千分尺则专门用于测量物体内部尺寸,特别是圆形工件的内径。由于测量过程中需要伸入被测孔内,因此其结构相对复杂,使用难度也较大。内径千分尺的精度受到多种因素的影响,如测头的支撑位置、重力变形、姿态测量误差等。因此,在使用内径千分尺时,需要更加注意操作细节和测量环境的控制。宝禾内径千分尺其独特的三爪设计,能稳定夹持工件,减少测量误差。
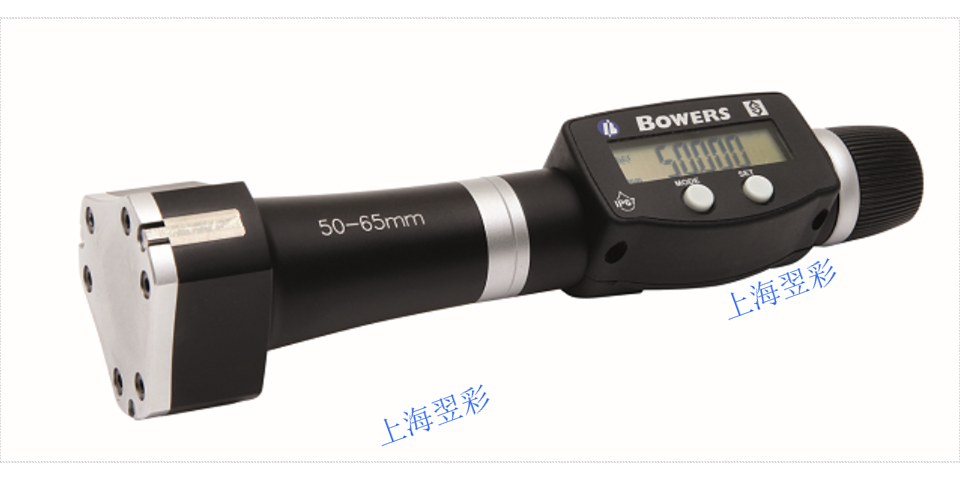
内径千分尺主要用于内尺寸的精密测量,包括但不限于通孔、盲孔以及短台阶孔的测量。这种测量工具特别适用于需要高精度测量内部尺寸的场合,如机械制造、模具设计、精密仪器制造等领域。内径千分尺的设计考虑到了孔内部测量的特殊需求,其测量面设计为圆弧形,并镶嵌有硬质合金或其他耐磨材料,以确保长期使用中的耐用性和精度。此外,内径千分尺还具备自定中心和自校正的功能,能够减少测量误差,提高测量效率。Bowers宝禾集团为测量孔径提供一系列精确和高效的解决方案,包括测量螺纹,凹槽,燕尾等。产品包括XT3蓝牙内径千分尺到气动量仪。宝禾三爪式内径千分尺具有防滑手柄,确保在测量过程中保持稳定和舒适。贵州三爪内径千分尺型号
内径千分尺的刻度盘读数清晰,测量精度高达0.01毫米,满足高精度测量的需求。辽宁进口内径千分尺精度
怎样使用内径千分尺测量?安装测量头:利用尺寸相对较大的接杆跟测微头进行连接,以减少连接后对应轴线弯曲。对于大尺寸的内径,可能需要进行接长处理,但需注意重力变形对测量结果的影响。放置测量头:将内径千分尺的测量头垂直放入工件的内孔中,确保测量头与工件内壁充分接触。在放置过程中,要注意选择好对应的支承位置,以减少测量误差。调整测量头:先转动粗调部分,使测量头与工件内壁快速接近。当测微螺杆快靠近被测物体时,应停止使用旋钮,而改用微调旋钮,避免产生过大的压力。继续调整微调部分,直到内部棘轮发出“咔、咔”声为止,表示测量头已与被测工件紧密贴合。锁定位置:顺时针转动锁紧螺母,使其与内径千分尺的测量面齐平。此时,内径千分尺的测量头将被锁定在工件的内孔中,保持测量状态的稳定。辽宁进口内径千分尺精度