PLC商检,商检应有甲乙双方共同进行,应确认设备及备品、备件、技术资料、附件等的型号、数量、规格,其性能是否完好待实验室及现场调试时验证。商检结果,双方应签署交换清单。根据我们现场调试的经验,对部分重要的现场节点采取模拟方式,其余的采用强置方式,取二者之长互补。逻辑验证阶段要强调逐日填写调试工作日志...
PLC控制系统基本参数
- 品牌
- 新华
- 型号
- 齐全
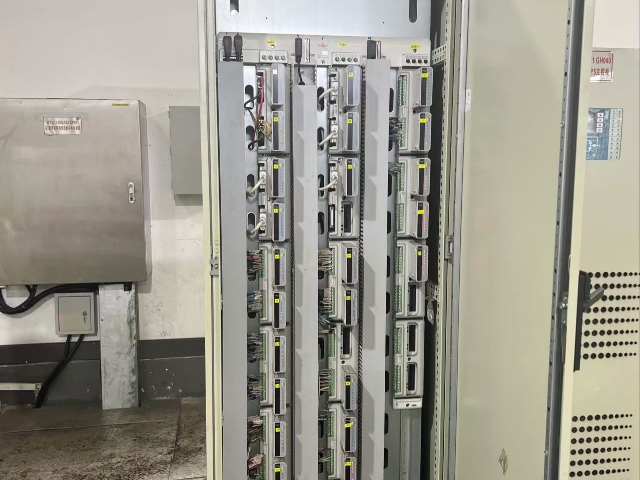
- 结构形式
- 模块式,整体式
- 安装方式
- 控制室安装,现场安装
- LD指令处理器
- 软PLC,硬PLC
PLC控制系统企业商机
在工业自动化领域,PLC(可编程逻辑控制器)集成控制系统扮演着至关重要的角色。随着科技的不断进步,PLC集成控制系统的应用范围越来越普遍,从传统的制造业到现代的智能建筑、交通控制等领域,都可以看到它的身影。plc集成控制系统,PLC集成控制系统是一种基于计算机技术的控制系统,它通过编程实现对各种输入信号的处理,从而控制输出信号,实现对生产过程的自动化控制。这种系统具有结构简单、性能稳定、可靠性高等优点,因此在工业自动化领域得到了普遍应用。PLC的功能块编程方式可以提高程序的可读性和可维护性。四川整体式PLC控制系统
PLC控制系统的作用有哪些?用于运动控制,实际的物理量,除了开关量、模拟量,还有运动控制。如机床部件的位移,常以数字量表示。运动控制有效的办法是NC,即数字控制技术。这是50年代诞生于美国的基于计算机的控制技术。当今已很普及,并也很完善。目前,某些国家的金属切削机床,数控化的比率已超过40%~80%,有的甚至更高。PLC也是基于计算机的技术,并日益完善。PLC可接收计数脉冲,频率可高达几k到几十k赫兹,可用多种方式接收这脉冲,还可多路接收。江苏柜式PLC控制系统价位PLC系统的可靠性和稳定性是企业选择设备的重要指标之一。

PLC自动控制(Programmable Logic Controller),即可编程逻辑控制器,是一种可编程的微电脑控制系统。它结合了继电器、接触器、变频器、传感器等组件,以实现工业自动化控制,进而提升工业生产效率。PLC自动控制系统由硬件和软件两部分组成。硬件部分主要是PLC主机,用于连接输入输出设备,处理和执行控制程序,实现控制的转化功能。软件部分则是由PLC控制器专门使用的编程语言编写的控制程序,它需要编程器编写,并通过特定的编程设备调试,编程完成后将程序下载到主机中,实现控制功能。
用于运动控制,实际的物理量,除了开关量、模拟量,还有运动控制。如机床部件的位移,常以数字量表示。运动控制有效的办法是NC,即数字控制技术。这是50年代诞生于美国的基于计算机的控制技术。当今已很普及,并也很完善。目前,某些国家的金属切削机床,数控化的比率已超过40%~80%,有的甚至更高。PLC也是基于计算机的技术,并日益完善。PLC可接收计数脉冲,频率可高达几k到几十k赫兹,可用多种方式接收这脉冲,还可多路接收。有的PLC还有脉冲输出功能,脉冲频率也可达几十k,有了这两种功能,加上PLC有数据处理及运算能力,若再配备相应的传感器(如旋转编码器)或脉冲伺服装置,则完全可以依NC的原理实现种种控制。高、中档的PLC,还开发有NC单元,或运动单元,可实现点位控制。运动单元还可实现曲线插补,可控制曲线运动。所以,若PLC配置了这种单元,则完全可以用NC的办法,进行数字量的控制。新开发的运动单元,甚至还发行了NC技术的编程语言,为更好地用PLC进行数字控制提供了方便。PLC系统的电源设计需要考虑电压波动、瞬时中断等因素,确保系统稳定运行。

PLC应用应用范围:大型连续控制与中小规模离散控制的分界,由于DCS系统的高度集成性和强大的数据处理能力,它更适合应用于大型、复杂、连续的工业过程控制领域,如石化、电力、冶金等行业。这些行业通常具有工艺流程长、控制变量多、生产环境恶劣等特点,需要DCS系统提供稳定可靠的控制方案。而PLC则普遍应用于中小规模、离散型生产线及自动化设备的控制中,如机械制造、食品加工、包装线等。这些应用场景对控制系统的灵活性和可靠性要求较高,PLC凭借其单独单元设计和编程灵活性成为好选择。PLC控制系统的不足之处包括成本较高、外部干扰敏感等。上海井口安全PLC控制系统哪家好
PLC是可编程逻辑控制器的缩写,是一种数字运算操作的电子系统,专为在工业环境下应用而设计。四川整体式PLC控制系统
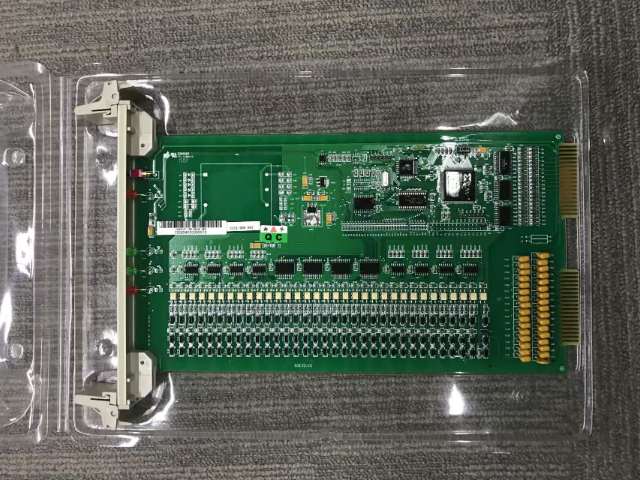
一般来说,大中型PLC如果装上模拟输入输出模块,还可以接收和输出模拟量。在这种情况下,要对向PLC输送模拟输入信号的一次检测或变送元件,以及接收PLC模拟输出的调节或执行装置进行检查,确认其正确性。必要时,还应向检测与变送装置送入模拟输入量,以检验其安装的正确性及输出的模拟量是否正确并是否符合PLC所要求的标准;向接收PLc模拟输出信号调节或执行元件,送人与PLC模拟量相同的模拟信号,检查调节可执行装置能否正常工作。装上模拟输入与输出模块的PLC,可以对生产过程中的工艺参数(模拟量)进行监测,按设计方案预定的模型进行运算与调节,实行生产工艺流程的过程控制。四川整体式PLC控制系统
与PLC控制系统相关的文章

深圳防爆PLC控制系统厂商
- 广东PLC控制系统厂家精选 2024-12-13
- 安徽落地式PLC控制系统定制 2024-12-13
- 上海变频柜PLC控制系统厂家 2024-12-12
- 深圳可编程PLC控制系统怎么样 2024-12-12
- 浙江模块式PLC控制系统怎么样 2024-12-12
- 上海防爆PLC控制系统批发价格 2024-12-12
- 江苏自动化PLC控制系统电路图 2024-12-12
- 深圳成套PLC控制系统生产厂家 2024-12-12
- 硬PLC控制系统定制价格 2024-12-11
- 变频柜PLC控制系统功能 2024-12-11
- 海南PLC控制系统厂家精选 2024-12-11
- 四川整体式PLC控制系统 2024-12-11
与PLC控制系统相关的产品

与PLC控制系统相关的新闻
-
上海隧道PLC控制系统市价 2024-12-11 14:09:30PLC商检,商检应由甲乙双方共同进行,应确认设备及备品、备件、技术资料、附件等的型号、数量、规格,其性能是否完好待实验室及现场调试时验证。商检结果,双方应签署交换清单。PLC的现场安装与检查,实验室调试完成后,待条件成熟,将设备移至现场安装。安装时应符合要求,插件插入牢靠,并用螺栓紧固;通信电缆要统...
-
江苏隧道PLC控制系统制造商 2024-12-11 06:09:57A/D单元是把外电路的模拟量,转换成数字量,然后送入PLC;D/A单元,是把PLC的数字量转换成模拟量,再送给外电路。作为一种特殊的I/O单元,它仍具有I/O电路抗干扰、内外电路隔离、与输入输出继电器(或内部继电器,它也是PLC工作内存的一个区,可读写)交换信息等等特点。这里的A/D中的A,多为电流...
-
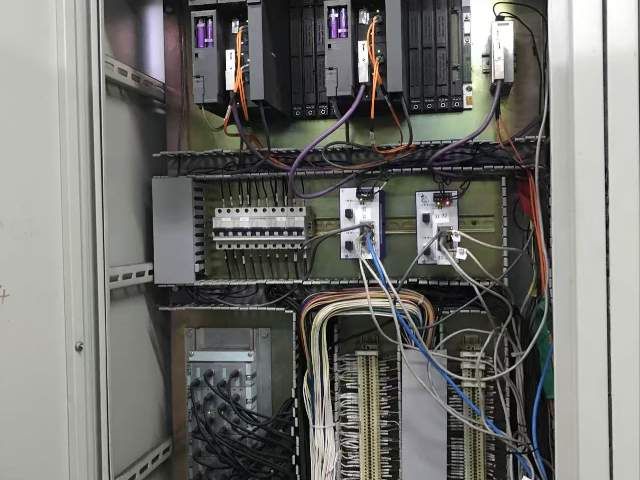
深圳中小型PLC控制系统批发 2024-12-11 00:41:18安装与布线,动力线、控制线以及PLC的电源线和I/O线应分别配线,隔离变压器与PLC和I/O之间应采用双胶线连接。将PLC的IO线和大功率线分开走线,如必须在同一个线槽内,分开捆扎交流线、直流线,若条件允许,分槽走线较好,这不仅能使其有尽可能大的空间距离,并能将干扰降到较低限度。PLC应远离强干扰源...
-
柜式PLC控制系统厂家直销 2024-12-10 22:07:15PLC应用扩展性:轻松扩展与有限选择的差异,DCS系统具有良好的扩展性,当生产过程发生变化或需要增加新的控制节点时,DCS系统可以轻松地增加新的控制节点与功能模块,实现系统的无缝扩展。这种扩展性使得DCS系统能够灵活应对生产过程中的各种变化需求。而PLC的扩展能力则相对有限,它需要根据实际需求选择合...
与PLC控制系统相关的问题
新闻资讯
产品推荐
-
浙江高速数据采集系统批发价格
2024-12-13 -
成套DCS控制系统怎么样
2024-12-13 -

浙江智能数据采集系统价格
2024-12-13 -
江苏远程DCS控制系统厂家
2024-12-13 -
天津盘电汽轮机DEH控制系统电路图
2024-12-13 -
浙江燃煤电厂DCS控制系统厂家精选
2024-12-13 -
浙江医药厂DCS控制系统方案
2024-12-13 -
安徽落地式PLC控制系统定制
2024-12-13 -

江苏盘电汽轮机DEH控制系统行价
2024-12-12